
Разработка регламента выполнения процесса «Проведение оценки качества» (Моделирование бизнес-процессов)
Содержание:

Введение
В настоящее время, для того чтобы фирма была конкурентоспособной в борьбе с ведущими фирмами, требуются совершенно новые подходы к организации производства и управления. И прежде всего они нужны в инвестиционной политике, при проведении на предприятии технической реконструкции, в процессе внедрения новой техники и технологии.
В курсовом проекте предметом исследования является методы совершенствования бизнес-процессов на примере производственной компании.
Объектом исследования является бизнес-процесс производства сложных изделий.
Целью исследования данного курсового проекта является совершенствование бизнес-процесса производства.
Для достижения поставленной цели необходимо решить ряд задач:
- Обосновать необходимость и эффективность совершенствования бизнес-процессами и провести их теоретический анализ;
- Проанализировать внешнею и внутреннею среду организации;
- рассмотреть предложению по совершенствованию бизнес-процесса строительства.
Актуальность данного курсового проекта связана с необходимостью снижения издержек на процесс финансового управления, в том числе средствами совершенствования бизнес-процессов и внедрения информационных технологий.
1. Характеристика и анализ бизнес-процессов
1.1 Описание предметной области. Постановка задачи.
Численность производственного отдела ООО Директория составляет 42 человека. На руководящем составе, производственного отдела, такая нагрузка как планирование, контроль, а так же решение нестандартных ситуаций.
Администраторы баз данных занимается обработкой баз данных(проверка на корректность, полноту адреса, проставление индексов, проверка на дубли), подготовкой макетов, печатью писем, сопроводительной документации.
Бригадиры выдают, и контролируют работу операторов ручной линии упаковки, грузчиков, операторов фальцевальных машин. Операторы ручной линии упаковки упаковываю корреспонденцию.
Грузчики занимаются погрузочно-разгрузочными работами, раздают материалы, под руководством бригадиров, занимаются сборкой готовой продукции со столов. Оператор фальцевальной машины фальцует различными способами, в соответствии с техническим заданием, вложения. Складские работники занимаются приемкой материалов, а так же внутренним перемещением ТМЦ. Грузчики-экспедиторы собираю, проверяют, комплектуют отправки почтовых отправлений, а так же сопровождают почтовые отправления на отделение Почты России.
Далее опишем более подробно этапы процесса, а так же составим диаграммы бизнес-процесса «Предпочтовая подготовка письменной корреспонденции». Анализ процесса предпочтовая подготовка письменной корреспонденции. Таблица 2.1
Таблица 1 - Этапы бизнес-процесса предпочтовая подготовка подготовка письменной корреспонденции.
|
Номер |
Название |
Описание |
Ответственный |
|
1 |
2 |
3 |
4 |
|
1 |
Обработка БД |
Верификация и орфографическая проверка баз данных, дедубликация, актуализация, индексация и стандартизация в соответсвии с почтовыми правилами адресной части базы данных. |
Администратор БД |
|
2 |
Управление работами отдела |
Управление работами в отделе Баз данных, а так же контроль хода выполнения заказов |
Руководитель отдела БД |
|
3 |
Передача информации менеджеру коммерческого отдела |
Список некорректных адресов передается менеджеру коммерческого отдела, для дальней передачи клиенту с целью уточнения данных |
Администратор БД |
|
4 |
Макетирование |
Создание и настройка полей слияния, верстка текста и изображения. |
Администратор БД |
Продолжение таблицы 1
|
1 |
2 |
3 |
4 |
|
5 |
Печать и персонализация |
Печать на многофункциональных устройствах Ricoh Pro 1357 |
Администратор БД |
|
6 |
Передача отпечатанной продукции |
Передача происходит при непосредственном участии руководителя отдела, который обязан проконтролировать результаты работы сотрудника отдела БД и поставить свою визу на листе. Происходит пересчет и проверка на сответствие техзаданию (бланку заказа) передаваемых материалов |
Руководитель отдела БД |
|
7 |
Задание оператору фальцевальной машины |
Передача происходит исключительно под роспись бригадиру ЛРУ. Бригадир дает задание оператору фальцевальной машины, в соответствии с ТЗ |
Бригадир ручной линии упаковки |
Продолжение таблицы 1
|
1 |
2 |
3 |
4 |
|
8 |
Настройка фальцевальной машины |
Для запуска фальцовки фальцевальные машины настраивается в соотвествии с ТЗ. |
Оператор фальцевальной машины |
|
9 |
Фальцевание |
Персонализированные материалы фальцуются особым способом, в соответствии с ТЗ на фальцевальнных машинах |
Оператор фальцевальной машины |
|
10 |
Разделение материалов для упаковки на партии для выдачи операторам РЛУ. |
Данный процесс выполняется бригадиром РЛУ. Происходит разделение вложений согласно заданному количеству. Для именных (пронумерованных вложений) строго по порядку. |
Бригадир ручной линии упаковки |
|
11 |
Комплектация и упаковывание вложений в конверт |
Оператор РЛУ комплектует и упаковывает вложения, в соответствии с ТЗ |
Оператор ручной линии упаковки |
Продолжение таблицы 1
|
1 |
2 |
3 |
4 |
|
12 |
Взвешивание |
Взвешивание почтового отправления. Нанесение адресного стикера при необходимости. |
Оператор ручной линии упаковки |
|
13 |
Упаковка готовых ПО в гофрокороб |
Упаковывание ПО, одного вида и веса, в гофрокороб, для удобства транспортировки. |
Оператор ручной линии упаковки |
|
14 |
Контроль выполнения заказа |
Выборочное контрольное вскрытие конвертов, для проверки соответствие ТЗ. Подсчет почтовых отправлений |
Бригадир ручной линии упаковки |
|
15 |
Сборка отправки |
Подбор готовых почтовых отправлений для отправки согласно плана отправки, укладка на паллет |
Грузчик-экспедитор |
|
16 |
Погрузка в автомобиль |
Собранные на паллет маркированные гофрокороба с ПО |
Грузчик-экспедитор |
Далее привожу графическое представление бизнес-процесса Предоставление услуги предпочтовой подготовки письменной корреспонденции : родительская диаграмма бизнес-процесса, декомпозиция бизнес-процесса Предоставление услуги предпочтовой подготовки письменной корреспонденции, а так же декомпозицию «Печать и персонализация», декомпозиция «Фальцовка».
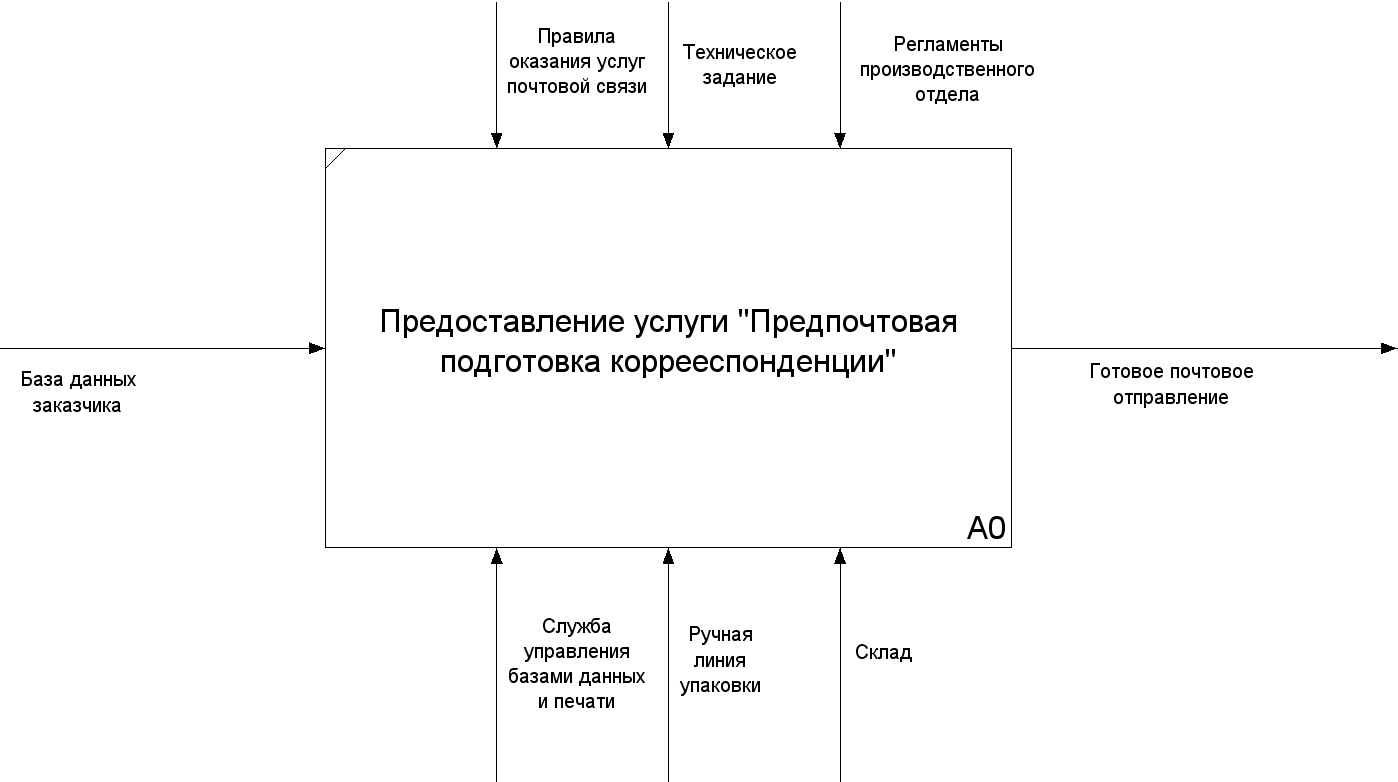
Рисунок 2.4 - Родительская диаграмма услуги предпочтовой подготовки письменной корреспонденции
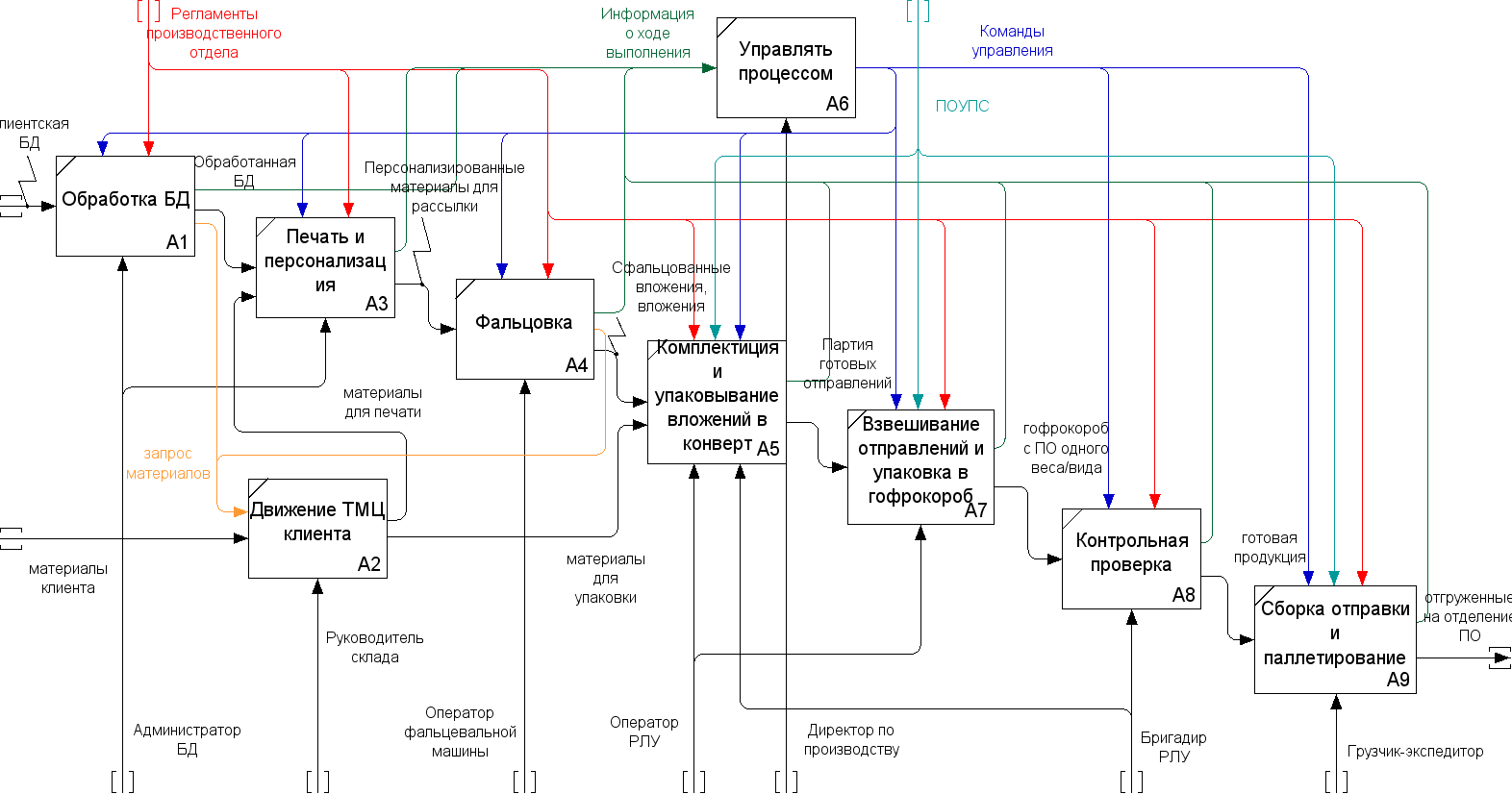
Рисунок 2.5 - Декомпозиционная диаграмма услуги предпочтовой подготовки письменной корреспонденции
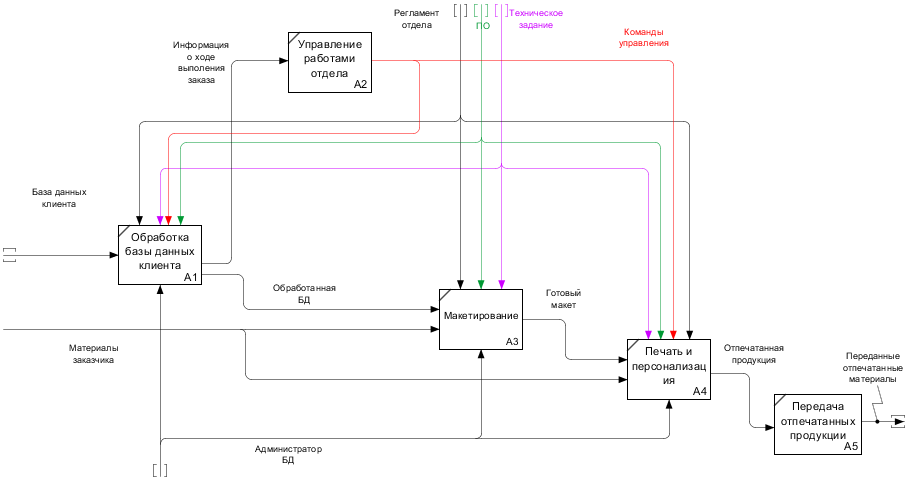
Рисунок 2.5 - Декомпозиционная диаграмма Печать и персонализация
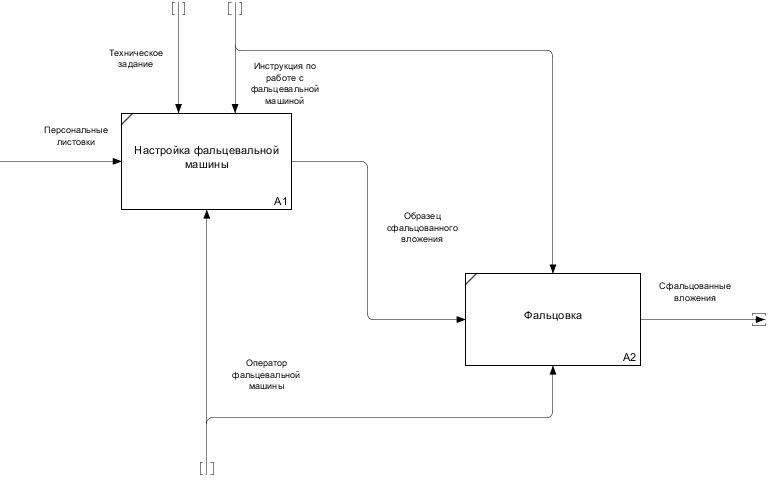
Рисунок 2.6 - Декомпозиционная диаграмма Фальцовка
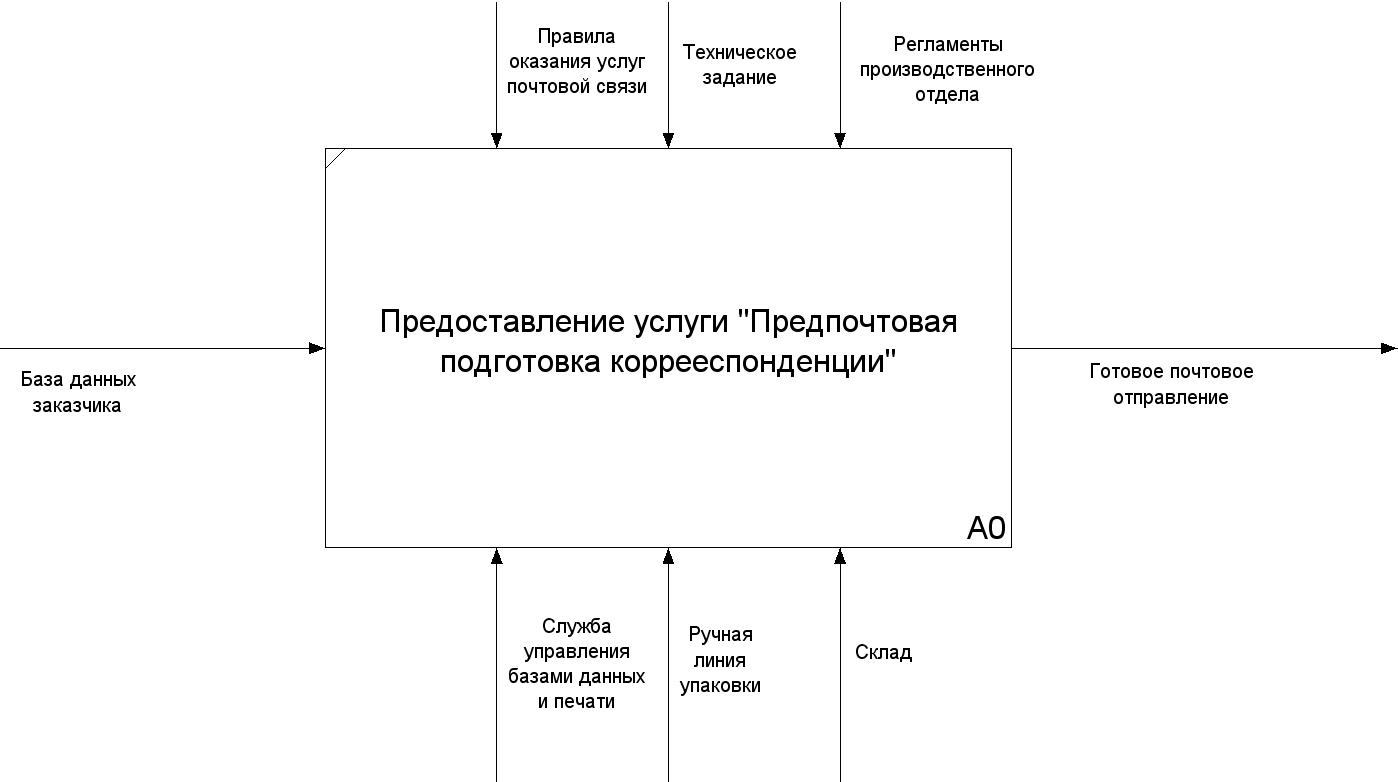
Рисунок 2.4 - Родительская диаграмма услуги предпочтовой подготовки письменной корреспонденции
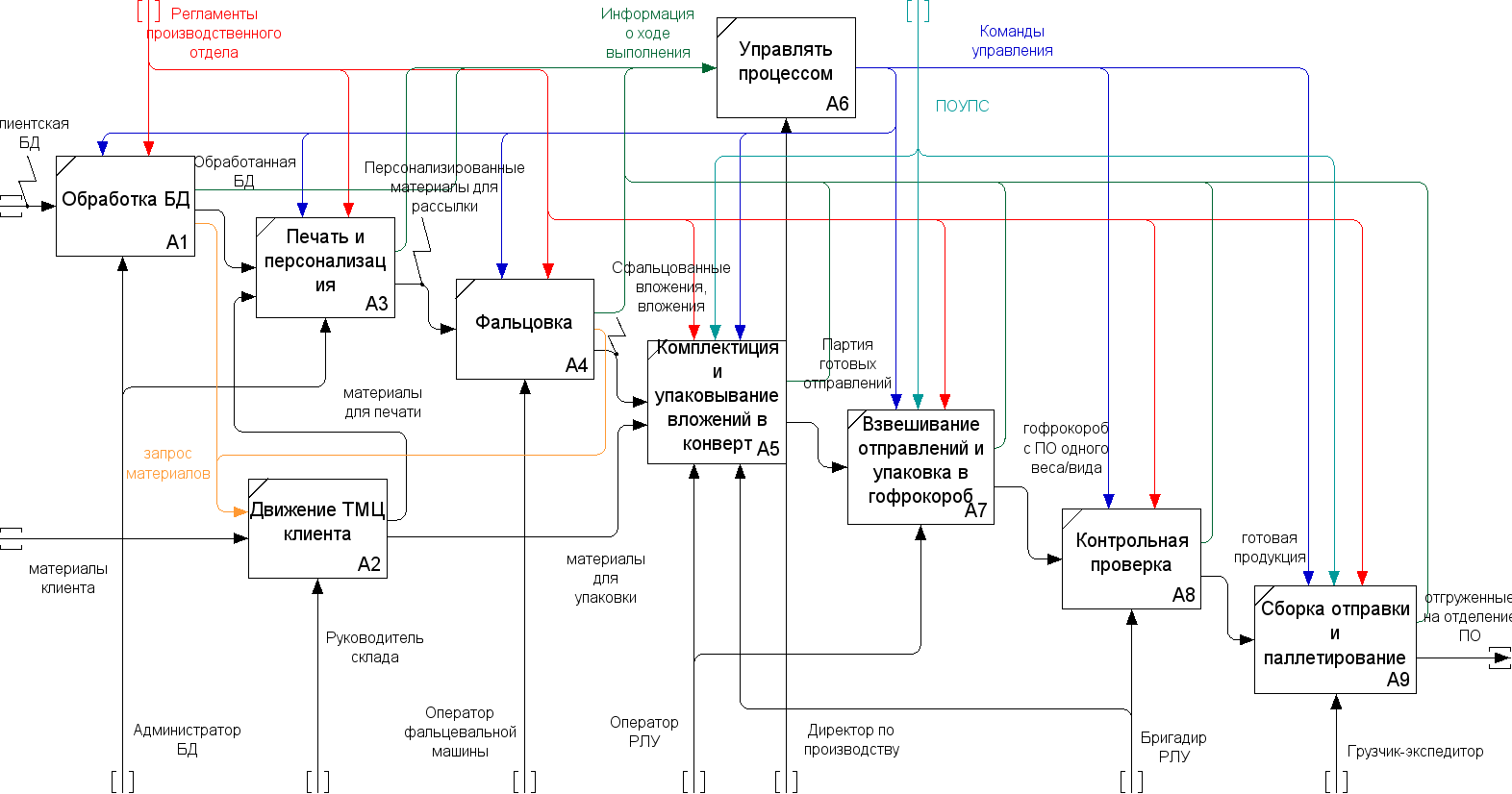
Рисунок 2.5 - Декомпозиционная диаграмма услуги предпочтовой подготовки письменной корреспонденции
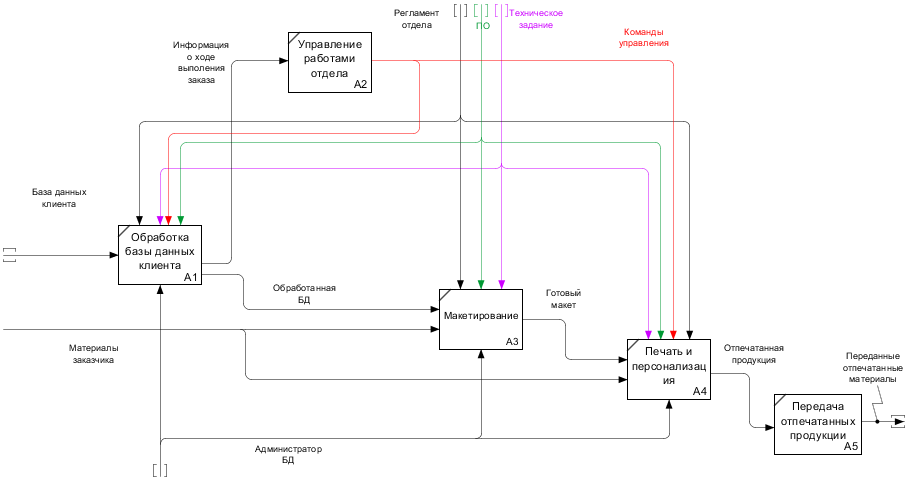
Рисунок 2.5 - Декомпозиционная диаграмма Печать и персонализация
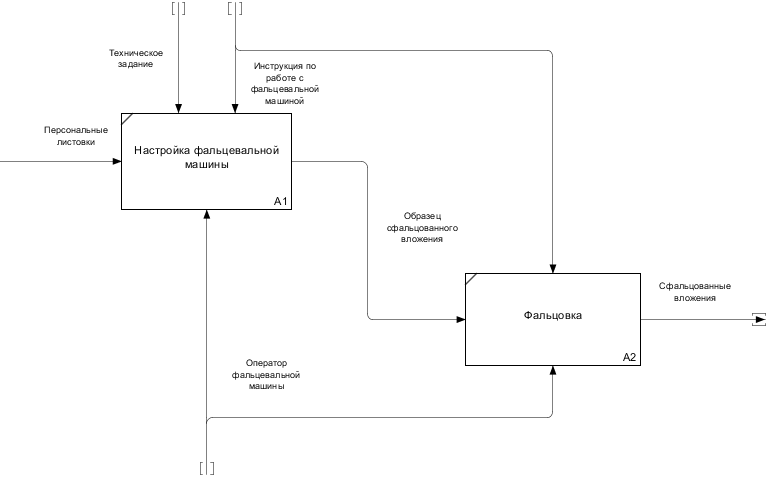
Рисунок 2.6 - Декомпозиционная диаграмма Фальцовка
1.2 Выбор средства для моделирования бизнес-процессов
На настоящее время выбор программного обеспечения для моделирования бизнес-процессов относительно не велик.
В зависимости от потребностей компании, и её размера можно найти как относительно дешевое и простое средство автоматизации моделирования бизнес-процессов электронной коммерции (например, графический пакет MS Visio), так и довольно сложное и относительное дорогостоящее комплексное программное обеспечение (например, ARIS).
Рассмотрим выбор методологии на верхнем уровне. Здесь мы сравним нотацию IDEF0 и нотацию VAD методологии ARIS.
Выбор данные двух нотаций обусловлен их самой большой распространенностью для целей моделирования процессов на верхнем уровне управления организацией.
Из особенностей нотации ARIS VAD можно отметить то, что нотация не предназначена для моделирования большого количества сложных управленческих взаимосвязей, среди которых особенно выделяются обратные связи по управлению и обратные связи по входу.
Конечно эти недостатки можно обойти искусственно введя условные элементы в модели, однако это ещё больше увеличит трудоемкость создания моделей и без того высокой трудоемкости в сравнении с IDEF0.
Также, нотация ARIS VAD формально не имеет формальные иерархические связи при декомпозиции с VAD на eEPC, и больше ориентирована на построение временных моделей в виде последовательности процедур во времени. Такие проблемы имеются и у стандартов IDEF0 в связке с IDEF3. Однако, исключительная в сравнении с IDEF0 трудоемкость при моделировании вынуждает нас выбрать именно IDEF0 как базовую нотацию моделирования процессов верхнего уровня, так как время исполнения проекта играет исключительно большую важность для компании.
Методология соответствует определению процесса в ИСО 9000:2005. Использование же ARIS VAD не обеспечивает получения комплексных связных моделей верхнего уровня, поэтому в том числе не рекомендуется для создания моделей верхнего уровня.
Таким образом, использование методологии IDEF0 является оптимальным вариантом для целей моделирования бизнеса на верхнем уровне, так как позволяют качественно передать материальные и информационные потоки, требования к персоналу и инфраструктуре, управляющие воздействия и обратные связи и также данная методология поддерживается и является основной для выбранного средства автоматизации All Fusion Process Modeler r7 для целей проекта.
Методология IDEF0 была создана в США в 1963 году. С тех пор в сам стандарт не вносились существенные изменения. Сейчас стандарт больше развивается за счет усовершенствования программных продуктов, автоматизирующих его работу и жизненный цикл проектирования.
Стандарт IDEF0 предоставляет хорошие возможности для моделирования деятельности организации, и её бизнес-процессов на так называемом верхнем уровне с концентрацией на управление бизнес-процессами. Концентрация на управление бизнес-процессами реализуется за счет обратных связей при проектировании деятельности. Такие обратные связи могут быть различного типа – по управлению, по информации, по движению ресурсов. В IDEF0 прекрасно реализована декомпозиция моделей, что упрощает понимание сложных систем.
Методология IDEF0 позволяет прекрасно моделировать управление процессами, структурную вложенность. Основное её предназначение – моделировать деятельность высокоуровневых бизнес-функций.
1.3 Моделирование бизнес-процессов «как есть»
Для выявления направлений оптимизации бизнес-процессов, возьмем типовой заказ предпочтовой подготовки письменной корреспонденции объемом 300 000 штук.
Поступающий заказ в производство начинается с обработки базы данных, состоящая из двух этапов: автоматическая обработка – производится с помощью специального программного обеспечения, при которой обрабатывается от 70 до 80% адресов, ручная обработка – оставшееся количество записей, администратор баз данных обрабатывает визуально, обращаясь к классификатору адресов РФ. Процесс занимает от 4 до 6 часов. Далее настройка макетов персонализации, производится силами администратора БД, и занимает от 30 минут до 1 часа. Печать и персонализация листовки, производится на цифровых печатных машинах серии PRO – Ricoh PRO 1357, с заявленными характеристиками 145 копий/минуту. У кампании 4 таких принтера, таким образом время выполнения печати, с учетом технологических простоев 10 часов. Передача.
Фальцовка, производится на 2 фальцевальных машинах Uchida F 43N, с учетом всех простоев занимает 16 часов. Далее сфальцованные вложения упаковываются в конверты. Происходит выборочный контроль, бригадирами линии ручной упаковки. Затем конверты заклеиваются и упаковываются в гофрокороба, для дальнейшей транспортировки на отделение почты России. Процесс упаковки занимает 10 часов. Для более качественного исполнения, и возможности контроля в производственном отделе используется последовательный тип работ. Таким образом продолжительность всего бизнес-процесса составляет 43 часа или 5 восьмичасовых дня.
Проблемы, возникающие во время выполнения:
- Изготовление бракованных изделий (полуфабрикатов) на фальцовке – замятие изделия в аппарате. Требуется перепечатать бракованные изделия. При упаковке – ошибка оператора РЛУ, контролируется бригадиром РЛУ, требуется переделать изделие.
- Для типового заказа, 300 000 штук, по договору предусмотрены временные рамки 4 дня. Для исполнения обязательств, компания вынуждена, организовывать сверхурочные часы работы, что приводит к увеличению издержек.
- Основные простои изделий между этапами возникают на процессе печать и персонализация. Это связано с тем, что передача отпечатанных вложений, регламентируется полным тиражом.
Ориентируясь на цели компании, можно предложить следующие направления для оптимизации бизнес-процессов:
• уменьшение сроков исполнения
• улучшение качества оказываемых услуг
• минимизация затрат
Для каждой цели необходимо выработать ключевые показатели эффективности С помощью подбора ключевых показателей эффективности, которые являются, по сути, измерителями достижимости целей, компания получает хорошо сбалансированную картину кратко- и среднесрочных целей, финансовых и нефинансовых показателей деятельности, прямых индикаторов или индикаторов симптомов. В таблице № 2.2 приведены КПЭ производственного отдела.
Таблица 2.2 - КПЭ производственного отдела
|
Наименование КПЭ |
Формула расчета |
Значение показателя, |
|
Время выполнения заказа, (%) |
80% |
|
|
Доля бракованных изделий |
2% |
|
|
Длительность простоев "полуфабрикатов" (часы) |
Фактический простой "полуфабрикатов" в часах |
8 часов |
Выводы по второму разделу:
В данной главе была охарактеризована и проанализирована хозяйственная деятельность ООО Директория по направлениям: структура управления организацией, деятельность производственного отдела.
В результате анализа бизнес-процессов, были сформированы достаточно цельные и систематизированные представления о бизнес-процессах организации. Моделирование основных бизнес-процессов позволило определить процессы, выявить направления оптимизации, организовать правильное выполнение.
В результате проведенного анализа были выявлены следующие проблемы в деятельности компании:
- Время выполнения заказа
- Длительность простоев
- Изготовление бракованных изделий (хоть и небольшое)
Выявленные проблемы свидетельствуют о необходимости оптимизации бизнес-процессов производственного отдела организации, что требует изменений. Наиболее важным является недостаток соответствующего оборудования, для обеспечения более четкой, слаженной и эффективной работы отдела.
2. Совершенствование бизнес-процессов
2.1. Предлагаемые мероприятия по улучшению бизнес-процессов
Для оптимизации бизнес-процессов, а так же для решения проблем, выявленных в главе 2, необходимо разработать меры по совершенствованию процессов производственного отдела ООО Директория.
Кратко перечислим предлагаемые меры, и оказываемое :
- Обновление оборудования, с целью увеличение производительности. Новейшие печатные системы подразумевают объединение печати и фальцовки. Что приведет к сокращению сроков выполнения заказа, а так же полностью исключит брак на этапе фальцовка. Принтеры способны, сами перепечатывать бракованные изделия, распознавая это во время печати. Таким образом мы повлияем на показатели время выполнения заказа и доля бракованных изделий.
- Внедрение параллельно-последовательный типа работы. При этом усилить контроль передачи материалов с одного этапа на другой. Что в значительной мере повлияет на время выполнения заказа, а так же сократит длительность простоев «полуфабрикатов».
- Полностью убрав, как отдельный, бизнес-процесс фальцовка, можно сократить затраты на электроэнергию, обслуживании фальцевальных машин, а так же сокращением ФОТ.
Для реализации вышеизложенных мер оптимизации необходимо: приобретение нового модуля многоцелевой фальцовки, для многофункционального устройства RICOH Pro 1357EX, что позволит сократить время обработки заказа, повысить качество обработки вложений. В итоге это приведет к увеличению количества новых заказов, за счет освободившегося времени.
Модуль фальцовки - уникальное решение. Фальцовщик использует 6 типов сгибания, при сохранении максимальной скорости устройства. Данная опция во-первых улучшает выходную емкость при укладке в стопы, а во-вторых, если случается замятие в финишных модулях, собирает оставшуюся в базовом блоке бумагу, которую можно с легкостью извлечь из специального отсека, что снижает время простоя. Разносторонние и всеохватывающие решения в виде модели МФУ Ricoh Pro1357EX при всем прочем выносливы и не сложны в эксплуатации.
В связи с такими изменениями исчезает необходимость в таких сотрудниках как операторы фальцевальных машин. Выполняемые ими работы, теперь выполняются совместно с печатью, администраторами баз данных, на принтерах.
Для экономии времени, и минимизации простоев необходимо внедрить параллельно-последовательный тип работ, при котором следующая операция начинается до полного окончания работы на предыдущей операции. При этом значительно сократится время фактического простоя вложений, между операциями, что также сократит время выполнения заказов.
Сокращение численности сотрудников в процессе предпочтовой подготовки письменной корреспонденции гарантирует сокращение издержек и увеличение прибыли.
Предложенные меры позволят принимать в работу новые заказы, за счет экономии времени и повысить эффективность деятельности организации в целом.
2.2. Моделирование бизнес-процессов «как должно быть»
Для моделирования оптимизированных бизнес-процессов, рассмотрим аналогичный заказ предпочтовой подготовки письменной корреспонденции объемом 300 000 штук.
Поступающий заказ в производство начинается с обработки базы данных, состоящая из двух этапов: автоматическая обработка – производится с помощью специального программного обеспечения, при которой обрабатывается от 70 до 80% адресов, ручная обработка – оставшееся количество записей, администратор баз данных обрабатывает визуально, обращаясь к классификатору адресов РФ. Процесс занимает от 4 до 6 часов. Далее настройка макетов персонализации, производится силами администратора БД, и занимает от 30 минут до 1 часа. Печать, персонализация и фальцовка вложений, производится на усовершенствованных печатных машинах – Ricoh PRO 1357 с дополнительными модулями - финишерами, со скоростью 115 штук в час. С учетом технологических простоев, печать и фальцовка займет 13 часов.. Далее сфальцованные вложения упаковываются в конверты. Происходит выборочный контроль, бригадирами линии ручной упаковки. Затем конверты заклеиваются и упаковываются в гофрокороба, для дальнейшей транспортировки на отделение почты России. Процесс упаковки занимает 10 часов. Для более качественного исполнения, и возможности контроля в производственном отделе используется последовательный тип работ. Таким образом продолжительность всего процесса составляет 30 часов или 3,5 восьмичасовых дня.
Из процесса были удалены некоторые задачи, требующие человеческих ресурсов, они заменены автоматизированным модулями.
Внедрив, предлагаемые меры совершенствования, предлагается следующая схема бизнес-процессов (рисунок 3.1).
Данная диаграмма определяет состав системы бизнес-процессов производственного отдела, теперь можно приступить к декомпозиции элементов. Декомпозиция проводится тех элементов, для которых предложены изменения (рисунок 3.2)
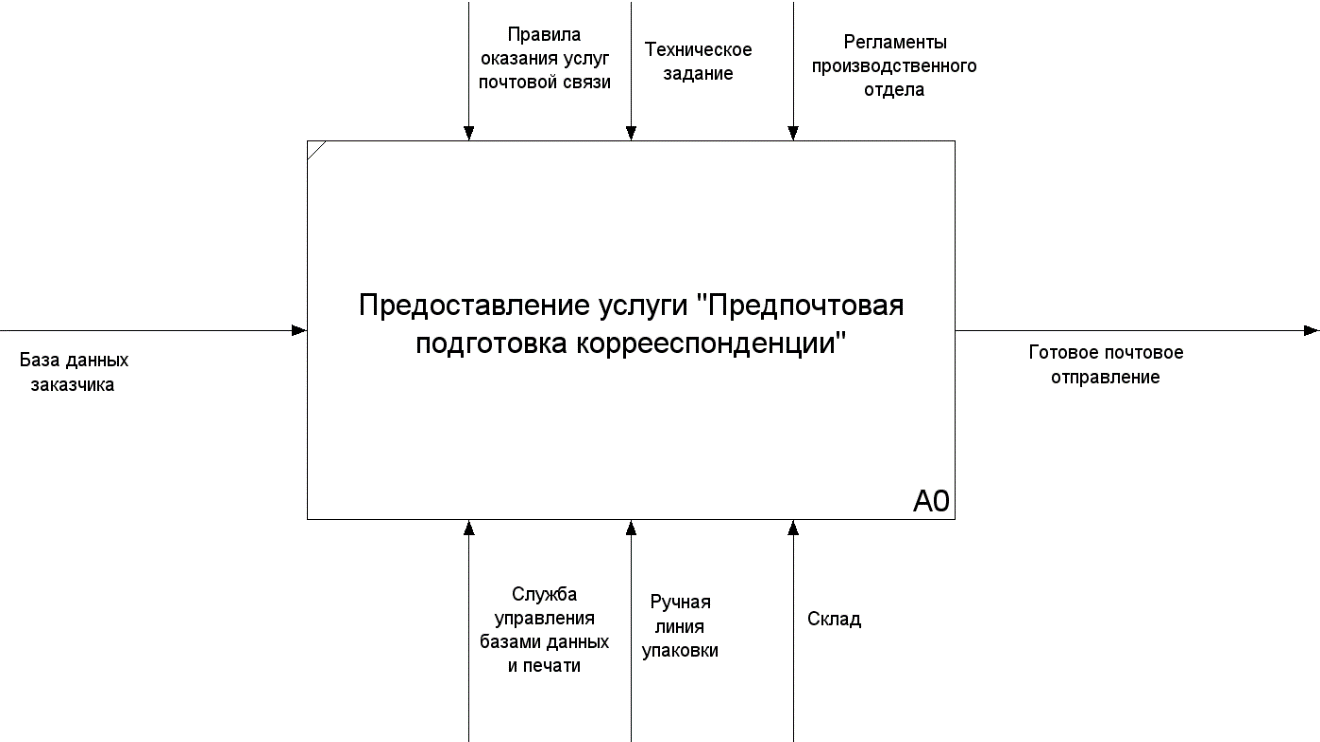
Рисунок 2.4 - Родительская диаграмма услуги предпочтовой подготовки письменной корреспонденции
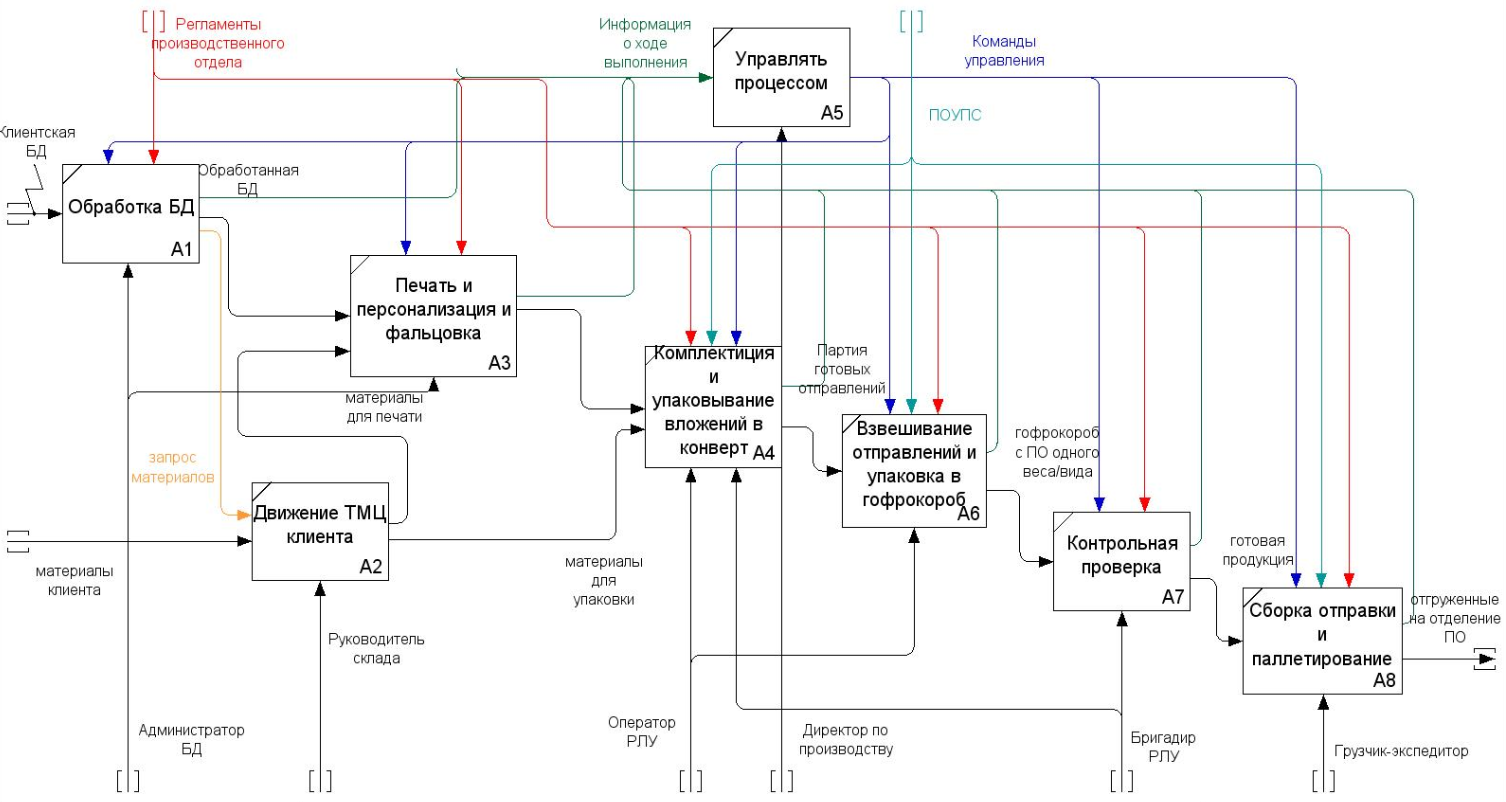
Рисунок 3.1 Декомпозиционная диаграмма услуги предпочтовой подготовки письменной корреспонденции
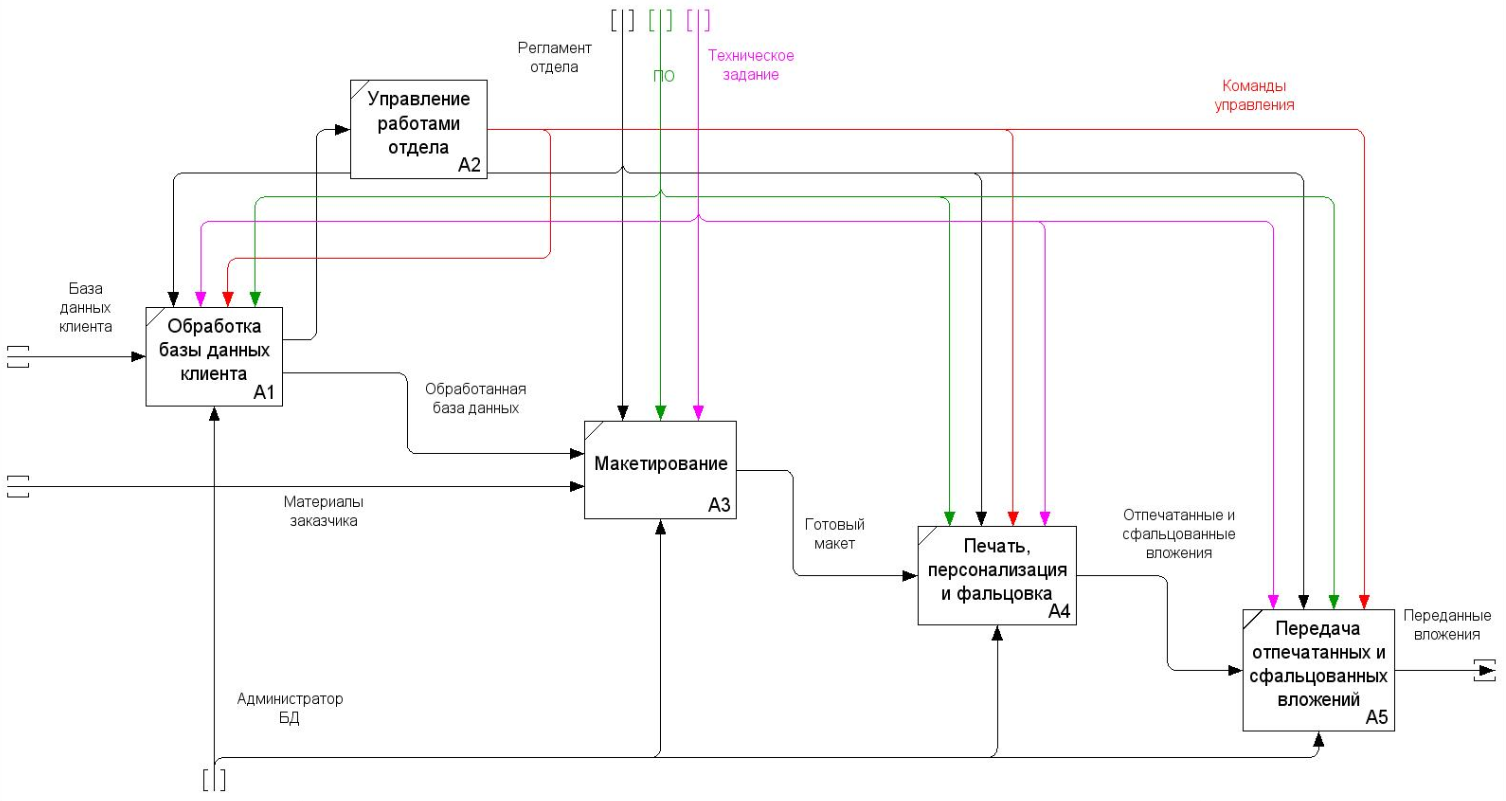
Рисунок 3.2 Декомпозиционная диаграмма Печать, персонализация и фальцовка
Перепроектирование бизнес-процессов производственного отдела позволит добиться более эффективной работы, сокращение контрольных операций, сокращение длительности простоев, сокращение издержек.
В результате выполнения предложенных мер по объединению двух процессов в один и внедрения параллельно-последовательного типа работ время выполнения заказа снижается. Это приведет к тому, что количество клиентов и успешных заказов в среднем за месяц можно увеличить.
По предварительной оценке выполнение заказа сократится с 5 до 3,5 дней.
Исправление бракованных изделий, возникавших на этапе фальцовка, больше не требуется. До внедрения изменений брак, возникающий на этапе фальцовка, требовалось перепечатать и заново фальцевать, для этого привлекался администратор баз данных. После внедрения нового модуля, многофункциональные устройства, при возникновении брака, распознают и исправляют бракованные изделия.
В таблице № 3 приведены КПЭ производственного отдела, с учетом предложенных мер оптимизации бизнес-процессов.
Таблица 3 КПЭ производственного отдела, с учетом предложенных мер оптимизации бизнес-процессов.
|
Наименование КПЭ |
Формула расчета |
Значение показателя, |
|
Время выполнения заказа, (%) |
114% |
|
|
Доля бракованных изделий |
1% |
|
|
Длительность простоев "полуфабрикатов" (часы) |
Фактический простой "полуфабрикатов" в часах |
3 часа |
Сопоставим показатели базового варианта с показателями предлагаемого варианта(таблица 3.2)
Таблица 3.2 Сравнение показателей КПЭ.
|
Наименование КПЭ |
значение показателя базовый |
Значение показателя предложенный |
Изменение |
|
Время выполнения заказа, (%) |
80% |
114% |
34% |
|
Доля бракованных изделий |
2% |
1% |
1% |
|
Длительность простоев "полуфабрикатов" (часы) |
8 часов |
3 часов |
5 часов |
Помимо вышеперечисленных результатов к очевидным преимуществам внедрения предложенных мер можно также отнести следующее:
Сокращение фонда оплаты труда за счет сокращение должности оператор фальцевальной машины, в количестве 2 штатные единицы.
Экономия на расходных материалах для фальцевальных машин, а так же обслуживании фальцевальных машин.
Экономия на прочих расходах, таких как электроэнергия.
Таким образом, можно сделать вывод, что внедрение процессного управления и ключевых показателей эффективности в рамках внешнеэкономического отдела будет иметь значительный эффект для организации и позволит в дальнейшем установить и сертифицировать систему менеджмента качества на основе стандартов серии ИСО 9000.
Заключение
Процессы в деятельности организации присутствовали всегда, а объектами управления они стали относительно недавно. Управление бизнеспроцессами и управление эффективностью сливаются друг с другом по мере того, как все большее число людей осознает, что организация – это система взаимодействующих процессов, чья эффективность должна быть сбалансирована, и что именно на это должна быть нацелена стратегия.
Очень важным фактором, который замедляет развитие процессного управления в России – недостаточная конкуренция и слабая насыщенность рынков. А именно, во многом появление и применение процессного подхода к управлению на Западе стал возможным из-за изменения рыночной конъюнктуры и возможностей информационных технологий. Приблизительно с 70х годов производители перестали диктовать условия потребителям на рынке, все больше увеличивалось количество фирм, рынки становились более насыщенными и конкурентными. Также, развитие процессного управления совпало с качественным и количественным ростом вычислительных возможностей аппаратных средств и появлением новых парадигм в программировании, например возможностью повторного использования, применения компонент.
В России же, об удовлетворении клиентских ожиданий и потребностей, настоящей ориентации на клиента и предоставления качественного сервиса, стали задумываться после насыщения рынков, обострения возросшей конкуренции. Например, свидетельством этому может послужить ситуация на рынке мобильной связи в начале 2000x годов, когда усилия менеджмента ведущих операторов связи были направлены на обслуживание сервиса сверх роста клиентской базы, а не на совершенствование организационного развития и сервиса для клиентов.
Таким образом, текущая ситуация с уровнем зрелости процессного управления в российских компаниях позволяет говорить об актуальности обоснования необходимости внедрения процессного подхода для первых лиц российских компаний.
В рамках курсовой работы была рассмотрена организация ГТРК Россия.
Основополагающим выводом правильнее всего считать вывод о том, что внедрение методологии управления и информационных систем их поддержки должно осуществляться совместно, тем самым давая синергетический эффект и повышение эффективности управления.
Организационный эффект проявляется в освобождении работников подразделения от рутинных операций по контролю и обработки данных, многочисленных расчетов и записей в реестры и другую документацию, сверки показателей, увеличив тем самым время для проведения анализа и оценки эффективности принимаемых управленческих решений, а также увеличения корректности итоговых данных по результатам наблюдения.
Информационный фактор эффективности выражается в повышении уровня информированности персонала и скорости обработки.
Экономический фактор проявляется в том, что учетная информация, имеющая целью полное и своевременное отражение и состояние объекта и причин, влияющих на его развитие, в конечном счете, направлена на улучшение использования производственных ресурсов.
Опыт эксплуатации пилотного проекта внедрения подсистемы контроля и обработки данных показал, что в процессе автоматизации достигается снижение трудоемкости отдельных операций, рост производительности операций контроля и обработки и улучшений условий труда отдельных работников, повышение оперативности, достоверности, включая подготовку отчетности при постоянно растущем объеме первичной документации без увеличения численности персонала.
В дальнейшем по мере роста объемов данных планируется расширение пилотного проекта с использованием платформы 1С, добавлением в нее новых подсистем и усовершенствование существующих алгоритмов.
Это становится возможным благодаря правильно выбранному масштабируемому решению, которое позволит интеграцию и расширение с наименьшими экономическими издержками для компании, что говорит об экономической целесообразности дальнейшей эксплуатации данной разработанной информационной системы.
Список литературы
1. Besterfield D.H. and others. Total Quality Management. 2nd ed., Prentice Hall, Upper Saddle River, 1998.
2. Integration Definition For Modeling (IDEF0). Draft Federal Information Processing Standards Publication 183. 1993. Dec. 2.
3. Taguchi Methods. Case Studies from the U.S. and Europe. ASI Press, 1989.
4. Бержер С., Гийяр С. Графическое описание процессов. Методика и технические средства / Пер. с фр. К.В. Чайка. Н. Новгород: ООО СМЦ “Приоритет”, 2003.
5. Всеобщее управление качеством (TQM): Учеб. для вузов /
О.П. Глудкин, Н.М. Горбунов, А.И. Гуров, Ю.В. Зорин. М.: Горячая линия – Телеком, 2001.
6. Глазунов А.В. Диалоги консультанта с руководителем компании. Высшему руководству о процессном подходе. Н. Новгород: ООО СМЦ “Приоритет”, 2005. (Сер. “Диалоги консультанта”.).
7. ГОСТ Р 50779.40-96 (ИСО 7870-93). Контрольные карты. Общее руководство и введение. М.: Изд-во стандартов, 1996.
8. ГОСТ Р 50779.42-99 (ИСО 8258-91). Статистические методы. Контрольные карты Шухарта. М.: Изд-во стандартов, 1999.
9. ГОСТ Р ИСО 9000-2008. Системы менеджмента качества. Основные положения и словарь. М.: Изд-во стандартов, 2008.
10. ГОСТ Р ИСО 9001-2008. Системы менеджмента качества. Требования. М.: Изд-во стандартов, 2008
11. ГОСТ Р ИСО 9004-2008. Системы менеджмента качества. Рекомендации по улучшению деятельности.
12. Елиферов, В. Г. Бизнес-процессы. Регламентация и управление : учеб. пособие для слушателей
13. Журналы:
- Методы менеджмента качества;
- Стандарты и качество;
- Вопросы управления предприятием;
- Искусство управления;
- Менеджмент в России и за рубежом;
- Менеджмент сегодня;
- Проблемы теории и практики управления;
- Проблемы управления;
- Российский журнал менеджмента;
- Управление компанией;
- Экономика и управление и др.
14. И снова о процессах. Вып. 18. М.: НТК “Трек”, 2003
15. Курьян А.Г., Серенков П.С. Использование IDEF0 для описания и классификации процессов в рамках системы качества МС ИСО серии 9000 версии 2000 года. Минск, 2001.
16. Липунцов, Ю. П. Управление процессами. Методы управления предприятием с использованием информационных технологий: производственно-практическое издание / Ю. П. Липунцов. - М.: ДМК Пресс, 2010. - 223 с.
17. Марка Д., МакГоуэн К. Методология структурного анализа и проектирования: Пер. с англ. М., 1993.
18. Менеджмент процессов / Под ред. Й. Беккера, Л. Вилкова, В. Таратухина, М. Кугелера, М. Роземанна; - М.: Эксмо, 2007.
19. Огвоздин В.Ю. Управление качеством. СПб., 2007.
20. Окулесский В.А. Функциональное моделирование – методическая основа реализации процессного подхода. М., 2001.
21. Перспективное планирование качества продукции и план управления. APQP: Пер. с англ. Н. Новгород: ООО СМЦ “Приоритет”, 2004.
22. программное обеспечение и Интернет-ресурсы:
www.finexpert.ru
www.klubok.net/ru
www.quality.eup.ru
www.window.edu.ru
23. Р 50.1.028-2001. Методология функционального моделирования.
24. Р 50.1.028-2-001. Методология функционального моделирования. М.: Госстандарт РФ, 2001.
25. Робсон М., Уллах Ф. Реинжиниринг бизнес-процессов: Практическое руководство / Пер. с англ. под ред. Н.Д. Эриашвили. – м.: ЮНИТИ-ДАНА, 2003.
26. Тимошенко С.И. Методология функционального моделирования IDEF0: Руководство разработчика. Екатеринбург: УГТУ, 2000.
27. ТК РБ 4.2-Р-05-2001. Методика и порядок работ по определению, классификации и идентификации процессов и построению карт процессов: Метод. рекомендации / НТК по стандартизации “Управление качеством” Госстандарта РБ. Минск, 2001.
28. Шельмин Е. В. Эффективная система на основе процессного управления. Проблемы. Анализ. Решение / Евгений Шельмин. – Москва: Вершина, 2007.

- Современные проблемы семейного воспитания (Методы и стили семейного воспитания)
- Адаптация ребенка к школе (Период адаптации ребенка в школе)
- «Операторы циклов, их виды, особенности и области применения»
- Проектирование реализации операций бизнес-процесса „Учет предоставленных услуг салоном красоты“ (Обоснование проектных решений по программному обеспечению)
- Формы государственного устройства (Федеративное государство)
- Понятие и основания наследования
- Основные функции в системе менеджмента (Характеристика организации ООО “ПРОМФИНСТРОЙ”)
- Нотариат в РФ ( История возникновения российского нотариата. Основные мировые системы нотариата (виды нотариата))
- Финансовая политика и ее реализация в РФ (Этапы реализации финансовой политики)
- Языки гипертекстовой разметки (Scribe, GML и SGML)
- Различные способы представления данных в информационных системах (Кодирование информации)
- Основы программирования на языке QBasic (История создания и развития языков Basic, QBasic)