
ОСНОВНЫЕ СВОЙСТВА КРАСОК И ОСОБЕННОСТИ РАБОТЫ ПРИ ПЕЧАТИ
Содержание:

ВВЕДЕНИЕ
Прежде всего, печатник должен правильно выбрать краску для конкретной работы. Краски, состав которых подходит для одной работы, могут вызвать проблемы в случае выполнения других заданий, потому что они не соответствуют определенным параметрам. Либо могут изменяться при выполнении предыдущих работ. Исходя из этого, необходимо уделить внимание способу печати, для которого данные краски разработаны.
Печатные краски представляют собой смесь сильно растертого красящего вещества с более или менее жидким и липким связующим. Имеются также краски, представляющие раствор красящего вещества в связующем растворителе. Кроме красящего вещества и связующего, в печатные краски вводят различные добавки: подцветки для изменения и усиления тона краски; сиккативы - вещества, содействующие ускорению высыхания; наполнители для улучшения печатно-технических свойств, специальные добавки, например, добавки реагирующие на определенные излучения.
Ассортимент печатных красок довольно широк - существует множество видов и сортов: типографские (для высокой печати), офсетные, для глубокой печати, для трафаретной печати. Краски для глубокой печати изготавливаются на бензольно смоляных, спирто-смоляных и водно-клеевых связующих веществах. В красках для глубокой печати жидкие и связующие вещества легко и быстро испаряются в процессе печати и сушки. Краски для флексографской печати представляют собой водно-спиртовые растворы различных красителей. Выпускаются разные краски как для печати на листовых, так и на рулонных машинах. Также для того или иного вида печатной продукции выпускаются свои краски, например, иллюстрационные, газетные, афишные, переплетные.
Главная характеристики краски это ее цвет. Краски бывают черные, белые, цветные. Все сорта и виды красок обладают различными свойствами, главные из которых - определяющие внешний вид красок и красочного оттиска: цвет, оттенок, стапень блеска, кроющая сила, прозрачность, мутность.
Глава 1
СВОЙСТВА ПЕЧАТНЫХ КРАСОК
Свойства печатных красок, такие как: липкость, плотность, степень перетира и т.п. во многом определяют качество полиграфической продукции и режим процесса печатания, поэтому краскам предъявляется ряд важных требований:
- Краски должны обладать определенными оптическими свойствами и обеспечивать получение изображений, по возможности близких к оригиналу;
- Для получения оттисков высокого качества во всем тираже краски должны быть однородными, не должны расслаиваться и содержать крупных частиц пигмента;
- Краски должны достаточно быстро и прочно закрепляться на поверхности печатного материала;
- Липкость и реологические свойства красок должны обеспечивать нормальное течение технологического процесса печатания.
Технологические свойства красок
Липкость красок
На поведение красок в процессе печатания - раскат, накат, переход с формы на запечатываемый материал, влияет ее липкость. Липкость проявляется как в прилипании, т.е. в адгезии краски при контакте с валиками, формой и запечатываемым материалом; так и в сопротивлении разделению красочного слоя между двумя поверхностями.
Непременное условие нормального течения печатного процесса – превышение адгезии над сопротивлением красочного слоя разделению. В противном случае краска не будет переходить с формы на запечатываемый материал.
Липкость краски зависит от: природы и концентрации пигмента, природы связующего, скорости разделения слоев.
Повышенная липкость может вызвать выщипывание волокон с поверхности бумаги, что нежелательно.
При малой липкости краска ведет себя как смазка на поверхности накатных красочных валиков, из-за чего раскатная накатная системы машины перестают работать.
Степень перетира красок
Пигменты по своей природе полидисперсны, т.е. размеры их частиц не одинаковы. Кроме того, после высушивания частицы пигмента слипаются и образуют комочки-агрегаты. В процессе перетира краски происходит разрушение и уменьшение агрегатов, смачивание частиц связующим и равномерное распределение пигмента в связующём.
При наличии крупных агрегатов пигмент не полностью погружается в тонкий красочный слой, и пoсле закрепления краски поверхность оттиска будет неровной, шероховатой, без блеска. Крупные частицы пигмента царапают форму, снижая ее тиражестойкость, что повышает себестоимость продукции. От степени перетира зависят реологические и оптические свойства красок, например, с повышением степени дисперсности повышается их интенсивность.
Плотность красок
Плотность краски зависит от плотности пигмента и связующего, а следовательно, и от их соотношения в краске.
Плотность краски оказывает влияние на ее весовой расход при печатании тиража, а значит, и на стоимость. Более выгодно применять краски с меньшей плотностью при условии достаточной ее интенсивности. Краски с высокой плотностью, т. е. содержащие тяжелый пигмент, при хранении расслаиваются: пигмент оседает и в процессе печатания может забить пробельные элементы формы формы.
Оптические свойства красок
К оптическим свойствам относятся:
- Цветовые характеристики.
- Прозрачность.
- Интенсивность.
- Глянец.
- Светостойкость и устойчивость цвета красок к действию
растворителей и реактивов.
Эти свойства в основном зависят от пигмента, но сочетание свойств пигмента и связующего тоже оказывает влияние на оптические свойства.
Цветовые характеристики красок
Цвет — это результат зрительного ощущения, которое зависит от условий освещения, расстояния до рассматриваемого предмета и других факторов.
Видимый свет — это смесь излучений с различными длинами волн, причем каждой длине войны соответствует определенный спектральный цвет излучения.
Основные участки спектральных цветов имеют следующие границы (см. рис. 1).
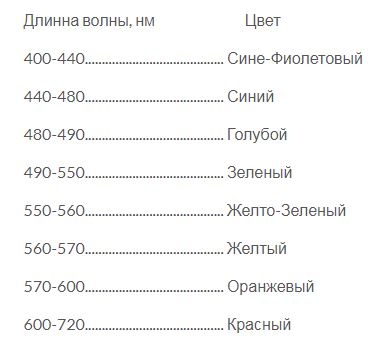
Рис.1. Границы основных участков
спектральных цветов
Все существующие цвета делятся на ахроматические (бесцветные) и хроматические (цветные).
Если вещества (тела, краски) отражают равномерно по спектру все невидимые лучи. Они имеют ахроматический цвет. К ахроматическим относятся белые, все серые и черные цвета.
Вещества, отражающие небольшое количество падающего света (7—10%) практически имеют черный цвет.
Белые цвета поглощают свет в очень небольшом количестве, серые – в зависимости от их светлоты, а черные поглощают большую часть падающего света.
В природе не существует идеально черного вещества (тела), которое бы полностью поглощало свет, и идеально белого, отражающего весь упавший на него свет.
Хроматические цвета не в одинаковой степени поглощают и отражают лучи различных длин волн.
Например, краска пурпурного цвета поглощает преимущественно лучи со среднем значением длин волн (500-600 нм), а отражает – коротко и длинноволновые. Тела и поверхности желтого цвета поглощают коротковолновые лучи, приблизительно от 400 до 500 нм, а отражают средне и длинноволновые. Такое поглощение называется избирательным.
При избирательном поглощении отраженные лучи с различными длинами волн суммируются, и, попадая на сетчатку глаза, вызывают ощущение цвета.
Избирательное поглощение является специфической особенностью окрашенных тел, красок, обладающих способностью поглощать в определенных соотношениях лучи с той или иной длиной волны.
Все хроматические цвета характеризуются тремя основными показателями: цветовым тоном, насыщенностью (чистотой) и светлотой (яркостью).
По цветовому тону хроматические цвета делятся на красные, оранжевые, желтые, зеленые, голубые, синие и т.д.
Цвета, обладающие одним и тем же цветовым тоном, могут различаться па светлоте. Например, красный цвет может быть светлым и темным.
Одинаковой светлотой могут обладать цвета, различные по цветовому тону, например, светло-голубой и светло-розовый.
Светлота – это количественная характеристика, так как она зависит от общего количества отраженного света.
Цвета обладающие одинаковым цветовым тоном, могут различаться по своей насыщенности. Цвет будет тем более насыщенным, чем больше он отличается от ахроматических цветов.
Цветовой тон и насыщенность являются качественными характеристиками цвета, т. е. определяет его цветность.
Два цвета можно считать одинаковыми лишь при условии совпадения показателей всех трех его характеристик – цветового тона, светлоты и насыщенности.
Цветовые свойства печатных красок являются важнейшими, так как от них зависит качество передачи цвета изображения на оттисках.
Цвет краски на оттиске зависит от спектрального состава источника света, поэтому при оценке полиграфической продукции необходимо использовать естественное освещение или люминесцентные лампы дневного света.
Особое значение имеют цветовые свойства красок, предназначенных для трех- и четырехкрасочной печати. При последовательном наложении прозрачных красок (голубая, желтая, пурпурная) в результате трехцветного, в основном субтрактивного, синтеза на оттиске получаются различные цвета.
Краски для трехкрасочной печати должны быть прозрачными и по возможности более плотно поглощать одну из трех цветовых зон спектра и отражать две другие зоны, т. е. быть по возможности насыщенными и светлыми.
Желтая краска должна поглощать лучи синей зоны и отражать лучи зеленой и красной зон. Краска пурпурного цвета должна поглощать лучи зеленой зоны и отражать лучи синей и красной зон. Голубая краска должна поглощать лучи красной зоны и отражать лучи синей и зеленой зон.
Красок, которые бы полностью отвечали этим требованиям, в природе не существует. Они называются идеальными.
Цветовой охват триадных красок дается в виде шкал, где представлено все многообразие цветов и оттенков, которое можно получить при трехкрасочной печати в результате сочетания (наложения слоев) разных количеств печатных красок. Шкалы цветового охвата являются также одним из способов выражения цветовых характеристик красок.
Прозрачность красок (см. рис. 2).
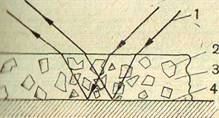
Рис.2. Схема прохождения световых лучей через слой
прозрачной краски (1 – Световые лучи; 2 – частицы пигмента;
3 – связующее; 4 – бумага)
Прозрачностью называется способность красочного слоя пропускать световые лучи без изменения их направления.
Прозрачность зависит от коэффициента преломления пигмента и связующего в красочном слое. Если коэффициенты преломления близки друг к другу, то свет, проходя через частицы пигмента и связующего, почти не будет преломляться и рассеиваться, дойдет до подложки и отразится от нее. При увеличении разницы между коэффициентами преломления пигмента и связующего в результате многократного преломления происходит рассеивание света, прозрачность уменьшается и повышается кроющая способность краски.
Прозрачность красок практически зависит от свойств пигментов.
Кроющая способность – понятие, противоположное прозрачности. Свет, упавший на слой кроющей краски, частично отразится от поверхности, а частично пройдет внутрь краски, но, не достигнув нижней границы слоя в результате внутреннего рассеивания, выйдет, и наблюдатель получит представление о цвете краски без влияния цвета поверхности, на которую нанесена краска. В одних случаях краски прозрачные, в других кроющие или полукроющие.
Для трехцветной печати, где все многообразие цветовых тонов передается в результате субтрактивного синтеза, применяют краски высокой прозрачности. При печатании на переплетных крышках, а также обложек, форзацев, афиш по цветовому фону следует применять краски достаточно кроющие.
Интенсивность красок
Интенсивность – это способность краски создавать заданную окраску при малом или большом ее количестве на оттиске.
Интенсивность влияет на качество продукции и расход краски. При высокой интенсивности требуется меньшее количество краски для получения оттиска необходимого цвета. Следовательно, от интенсивности краски зависит толщина красочного слоя и расход ее при печатании тиража, что оказывает немалое влияние на себестоимость печатной продукции.
От интенсивности краски зависит и качество печатной продукции, так как появляется возможность печатать более тонкими слоями, которые лучше и быстрее закрепляются на поверхности оттиска, тонкие слои краски меньше деформируются, при этом повышается графическая точность изображения, и печатная форма не забивается краской.
Интенсивность краски зависит в большей степени от природы пигмента, режима его получения, степени очистки исходных продуктов, дисперсности, а также от соотношения в краске пигмента и связующего.
Глянец красок (см. рис. 3).
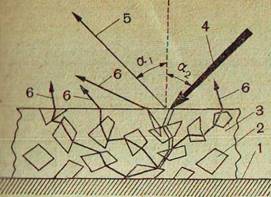
Рис.3. Схема отражения и прохождения через красочный слой
световых лучей (1 – Бумага; 2 – частицы пигмента;
3 – связующее; 4 – падающие лучи света; 5 – зеркально отраженные, неокрашенные лучи света; 6 - окрашенные световые лучи)
Глянец красок зависит от характера поверхности красочной пленки. Если поверхность гладкая, большая часть света отразится зеркально, и оттиск будет глянцевитым и насыщенным. Объясняется это следующим. Свет, упавший на глянцевый оттиск, частично отражается зеркально, не проникая в слой краски, поэтому спектральный состав этой части света остается без изменения и образуются неокрашенные блики, видимые под определенным углом. Другая часть лучей отражается от поверхности рассеянно, также не изменяя своего состава, а большая часть лучей проходит через слой краски, изменяет свой спектральный состав, вследствие избирательного поглощения частицами пигмента и выходит из слоя окрашенной, рассеиваясь во все стороны (рис.). Поэтому при рассматривании оттиска не под углом зеркального отражения мы воспринимаем в основном цветные лучи, без примеси белого света. Этим и объясняется большая насыщенность цвета на глянцевых оттисках.
Для получения оттисков с высоким глянцем применяют специальные глянцевые краски. Получению блестящих пленок способствует также гладкая бумага с умеренно впитывающей способностью. Кроме того, для получения глянцевых оттисков продукцию, отпечатанную обычными красками, подвергают лакированию, используют и припрессовывание к оттискам пленок.
Глянцевыми красками печатают репродукции с картин (масляная живопись), открытки, проспекты, рекламу (см. рис. 4).

Рис.4. Пример печати глянцевыми красками
Светостойкость красок на оттиске
Способность краски при длительном действии света не изменить своих цветовых свойств называется светостойкостью и зависит она от химической природы пигмента.
Светостойкость краски имеет большое значение при изготовлении полиграфической продукции, рассчитанной на длительный срок службы, или продукции, подвергающейся длительному действию света, например географических карт, плакатов, афиш, художественных репродукций с картин, наглядных пособий, открыток и др. При печатании массовых книжных изданий, журналов, газет можно использовать краски со средней светостойкостью.
Стойкость красок к растворителям и реактивам
Под этим свойством подразумевается способность краски не изменять своего цвета и не растворяться при действии растворителя или какого-либо конкретного химического реактива.
Стойкость краски зависит главным образом от природы пигмента, поэтому при выборе пигмента для красок учитываются особенности способов печати, характер печатной продукции, условия, в которых ею пользуются.
Офсетные краски, например, должны обладать стойкостью к воде, так как при печатании происходит увлажнение пробельных элементов формы, и краска соприкасается с водой. При недостаточной водостойкости пигмент растворится и окрасит увлажняющий раствор. Окрашенный раствор с пробельных элементов перейдет на оттиск, и изображение потеряет контрастность.
Достаточной водостойкостью должны обладать и краски, предназначенные для печатания плакатов, морских карт, афиш, этикеток, упаковочного материала, обложек и другой продукции, которая может подвергаться действию атмосферных осадков или соприкасаться с водой.
Для печатания этикеток, открыток, которые в дальнейшем подвергают лакированию (чаще всего спиртовыми лаками), краски должны обладать спиртопрочностью.
Большое значение имеет стойкость пигментов к различным компонентам связующих (растительные и минеральные масла, смолы, толуол и др.). В случае малой стойкости к этим веществам пигмент растворится и окрасит связующее. При печатании вследствие впитывания окрашенного связующего порами бумаги на оттиске вокруг каждого графического элемента образуются окрашенные ореолы, что приводит к значительному искажению цветовой и графической точности.
При печатании продукции, которая при использовании соприкасается со щелочами или кислотами (упаковки, этикетки), используют краски, обладающие стойкостью к тому или иному реагенту (см. рис. 5).

Рис.5. Пример печати стойкими красками
Глава 2
ОСОБЕННОСТИ РАБОТЫ ПРИ ПЕЧАТИ
Печатные краски состоят в основном из:
- Красящих веществ (пигментов или красителей);
- Связующих веществ;
- Вспомогательных средств и добавок;
- Растворителей.
В зависимости от способа печати различают печатные краски различной консистенции - от очень жидкотекучих (на водной основе), включая пастообразные, и до сухих (твердых, например порошков).
Механизм передачи краски, способ ее сушки или фиксации на запечатываемом материале определяются структурой и составными компонентами.
2.1. Требования к печатным краскам
Печатные краски должны «транспортироваться» из емкости на запечатываемый материал методами, определяемыми способом печати. Перенос краски реализуется благодаря:
- Разделению краски на пути ее нанесения на оттиск (офсетная, глубокая, высокая печать). Красочные валики, печатная форма и резиновое полотно (в офсетном способе) переносят, т.е. транспортируют красочный слой;
- Непосредственному переносу красочного слоя носителя на запечатываемый материал (горячее тиснение, термоперенос);
- Продавливанию краски через отверстия в сетке (трафаретная печать);
- «Набрызгиванию» краски на запечатываемый материал (струйная печать).
На запечатываемом материале краски должны высыхать или задубливаться.
Принципиально различают физические (впитывание и испарение) и химические (окислительную полимеризацию, лучевое задубливание) способы закрепления. Часто применяются комбинации этих способов сушки. Особенностью всех их является затвердевание краски при переходе из жидкого состояния в твердое. Краска должна хорошо схватываться с запечатываемым материалом. Обычными являются следующие варианты (а также комбинации):
- Краска закрепляется, например, механически на поверхности запечатываемого материала (проникает в поры, поглощается волокнами бумаги). Этому способствует соответствующее давление, создаваемое при печати (например, офсетной);
- Краска благодаря капиллярному действию проникает в поверхностные капилляры запечатываемого материала (например, струйная печать);
- Краска закрепляется благодаря полярным взаимодействиям (химические/физические эффекты) между нею и запечатываемым материалом, особенно на очень гладких поверхностях.
2.2. Печатные краски, отверждаемые излучением
К таким краскам относят УФ и электронный луч. Основными преимущества ми этих красок являются:
- «Мгновенное» (1-100 мс) высыхание или затвердевание и, следовательно, возможность немедленной послепечатной обработки;
- Отсутствие растворителя;
- Отсутствие высыхания на валиках красочного аппарата (следовательно, небольшие затраты на чистку красочных аппаратов);
- Отсутствие или только небольшое нагревание запечатываемого материала в процессе печати;
- Высокая механическая стабильность и химическая устойчивость.
УФ-печатные краски
Эти краски отверждаются под действием ультрафиолетового излучения с длиной волны примерно 100-380 нм. УФ-печатные краски имеют совершенно другой состав, чем стандартные печатные краски, например для офсетной печати. Они используются преимущественно при печати на невпитывающих материалах, таких, как пластмасса и жесть, а также на высококачественных картонажных изделиях и этикетках. УФ-краски разработаны для всех стандартных видов печати, а также для струйной печати. УФ-краски состоят из:
- Мономеров;
- Полимеров или олигомеров;
- Пигментов;
- Добавок;
- Фотоинициаторов или синергетиков.
УФ-краски не содержат летучих субстанций.
Мономеры служат для регулирования вязкости и вместе с олигомерами составляют систему связующих веществ. Полимеры или олигомеры взаимодействуют во время действия УФ-излучения с мономерами, способствуя образованию трехмерносшитых макромолекул полимеров.
При действии УФ-излучения фотоинициаторы распадаются на радикалы и вызывают полимеризацию. Образованные радикалы способствуют вводу в цепную реакцию новых радикалов и взаимодействуют с мономерами и полимерами с образованием сетчатых структур. В состав печатных УФ-красок входят также красители и добавки, как в другие печатные краски.
При применении УФ-красок и лаков следует особенно обращать внимание на то, чтобы при разделении слоя краски при печати не образовывался красочный туман. Эти капельки могут загрязнять машину и попадать в окружающую атмосферу. Пыление краски зависит от скорости печати, типа связующего вещества, конструкций красочных и лакировальных аппаратов, а также температуры. УФ-краски благодаря фотоинициаторам имеют специфический запах, который, однако, после их высыхания сильно уменьшается (запах переходит и на печатное изображение). Катионные системы отверждения имеют более приятный запах, чем радикальные системы, но медленнее высыхают (благоприятнее для лака, так как существует меньшая склонность к образованию трещин).
ЭЛ-краски, отверждаемые под воздействием электронного излучения, позволяют отказаться от фотоинициаторов, так как оно действует прямо на связующее вещество. Большие толщины красочных слоев могут привести к образованию полимерной сетки, так как электронное излучение проникает глубоко в них, и влияние пигментов на высыхание невелико.
Специальные печатные краски позволяют получить металлический или перламутровый блеск. Особое положение среди печатных красок занимают краски с использованием металлических или перламутровых блестящих пигментов или интерференционных пигментов. Имеются печатные краски, которые также называются «золотыми» и «серебряными» красками или которые позволяют получить подобные эффекты. Пигмент золотой бронзы получают смешением порошкообразного сплава латуни с разным содержанием меди и цинка. Чем выше содержание меди в сплаве, тем краснее «золотой» цвет краски.
Технология изготовления бронзы дает возможность обеспечить необходимый размер зерна металлического пигмента для обеспечения требуемых условий печати. Их размер составляет для офсетной печати до 3,5 мкм, для глубокой и флексографской печати 8-9 мкм (слои краски при этом значительно толще, чем в случае офсетных красок).
2.3. Офсетные печатные краски
Для офсетной печати необходимы пастообразные печатные краски высокой вязкости. Краска должна быть так составлена, чтобы она не высыхала на раскатных валиках красочного аппарата, а также при переносе с печатной формы на резинотканевое полото. Печатная краска для обычной офсетной печати (с увлажняющим раствором и краской) должна воспринимать определенную долю увлажняющего раствора при контакте с печатной формой или прямо из увлажняющего аппарата. (Напротив, в офсетном способе без увлажнения к краске примешивается силиконовое масло, препятствующее переносу краски на пробельные элементы формы). В офсетной печати на запечатываемую поверхность наносятся очень тонкие слои краски (около 0,5-1,5 мм).
Офсетные краски имеют следующие компоненты:
Многообразные требования к готовой печатной продукции и к качеству запечатываемого материала приводят к значительному варьированию процентного соотношения некоторых компонентов краски. При подготовке рецептур для изготовления красок следует принимать во внимание важные печатно-технологические требования к офсетной печати. Особое значение имеют:
- Прозрачность (из-за субтрактивного смешения при наложении красок);
- Печатно-технические свойства, такие, как консистенция, степень закрепления, блеск, склонность к эмульгированию (взаимодействие краски и увлажняющего вещества), поведение в стапелях и прочность материала на истирание;
- Закрепление на запечатываемой поверхности и наложение красок, в особенности при печати «сырое по сырому».
Для решения этих вопросов в офсетной печати используется целый спектр различных классов красок.
2.4. Печатные краски для глубокой печати
Существенные различия между красками глубокой и офсетной печати заключаются в вязкости. В глубокой печати требуется жидкая краска, которая при высокой скорости печати может заполнять ячейки форм.
Красочный аппарат глубокой печати - самый «короткий» (кратчайший путь краски от красочного ящика до бумаги) из всех применяемых традиционных видов печати. Он включает красочный ящик, из которого краска поступает прямо на печатную форму, и ракель. Закрытая система аппарата позволяет использовать краски с низкой вязкостью.
По технологическому способу составление и изготовление печатных красок глубокой печати проще, чем офсетных. Ассортимент очень большой: например, есть краски, с помощью которых наносится красочный слой более 2 мкм, а также краски со специальными металлическими пигментами и др. Химическая рецептура красок в связи с прямым переносом на запечатываемый материал допускает принципиально большие возможности варьирования состава.
Растворители имеют особенно большое значение при составлении красок для глубокой печати. Они обеспечивают низкую вязкость, с их помощью можно изменять также концентрацию пигментов или оптическую плотность краски. При выборе растворителя важны следующие параметры:
-
- Температура кипения;
- Температура испарения;
- Температура возгорания;
- Порог взрыва;
- Наличие запаха;
- Мероприятия по охране труда;
- Экологическая совместимость.
Для печати иллюстраций и упаковки применяют совершенно различные растворители в связи с различными требованиями к современной упаковке. Важнейшие типы растворителей для печати иллюстраций следующие:
- Толуол (чистый толуол с содержанием бензола <0,3 %);
- Ксилол;
- Бензины (из-за опасности возгорания во многих государствах запрещены к использованию).
Толуол - это продукт нефтехимии, бесцветная горючая жидкость. Являясь идеальным растворителем для используемых компонентов связующего (которые обволакивают пигменты), высыхает при сравнительно невысоких затратах энергии. Отработанный толуол может регенерироваться с очень высоким выходом в устройствах для его извлечения. Толуол может производиться в больших количествах. Ксилол химически близок толуолу. Но так как он медленнее испаряется, то находит сегодня незначительное применение в иллюстрационной глубокой печати.
Важнейшие растворители для глубокой печати на упаковках:
-
- Этиловый спирт;
- Этилацетат (уксусный эфир);
- Вода (также совместно с органическими растворителями, такими, как, например, спирты).
Разбавляемые водой печатные краски в глубокой печати при производстве иллюстраций играют второстепенную роль.
Для выполнения особых, причем дифференцированных требований к упаковке (например, никакой реакции с упакованным продуктом или впитывания запаха) применяют печатные краски, содержащие различные органические растворители. Однако их использование значительно меньше, чем неорганических растворителей.
2.5. Печатные краски для флексографической печати
В флексографической печати краски по вязкости близки краскам глубокой печати, а толщина слоя достигает 1 мкм. Флексографические печатные краски (при высоких требованиях к качеству печати) переносятся на эластичную печатную форму через красочный аппарат, состоящий из камерной ракельной системы с растровым валиком. Регулировка вязкости краски особенно важна для достижения высокого качества печати. При этом не должно быть выдавливания краски за края участков изображения. Краски должны иметь высокую плотность, хорошее расщепление наносимого слоя, а также обеспечивать заполнение ячеек на анилоксовом (растровом) валике. Ассортимент различных пигментов при изготовлении краски в флексографическом способе печати очень разнообразен, что ведет к широкому спектру их применения для выпуска продукции.
Как в глубокой, так и в флексографической печати решающую роль играет тип растворителя. Он испаряется после нанесения на запечатываемую поверхность благодаря подводу тепла. В результате на оттиске остается сухая красочная пленка. В многокрасочной печати применяют промежуточную сушку, так как печать «сырое по сырому» ведет к переносу предыдущей нанесенной краски в следующий красочный аппарат. В флексографии используют преимущественно следующие растворители:
- Этилацетат;
- Спирты;
- Воду (для лучшей адгезии с запечатываемым материалом добавляют чаще всего спирт).
В качестве красящих веществ служат в основном пигменты. Водорастворимые краски используются преимущественно в упаковочной печати, УФ-краски преобладают при печати этикеток.
2.6. Печатные краски для типографской печати
В типографской печати, которая применяется относительно мало, используют пастообразные краски, главные составные части которых - органические и неорганические пигменты и фирнисы. На бумаге и картоне они высыхают, как и офсетные печатные краски, за счет впитывания запечатываемым материалом, а затем за счет реакции окислительной полимеризации. При печати на невпитывающих материалах - как на прозрачной, так и металлизированной бумаге - высыхание происходит при использовании так называемых фоллевых красок исключительно за счет реакции окислительной полимеризации.
Для ротационной печати газет способом высокой печати (очень мало распространенной) используют краски средней вязкости, главной составной частью которых являются дешевые пигменты сажи и минеральные масла. Высыхание происходит исключительно физически в результате впитывания краски в высокопористую газетную бумагу.
2.7. Печатные краски для трафаретной печати
Трафаретная печать в сравнении с другими видами печати имеет широкую область применения на самых разнообразных запечатываемых поверхностях. Она делится на четыре производственные области:
-
- коммерческая трафаретная печать для различной рекламной продукции;
- шелкотрафаретная печать, которая называется «сериграфия»;
- промышленная трафаретная печать (например, на бутылках, тюбиках и бокалах);
- специальная печать, на текстильных материалах или платах для электронных схем, и т.д.
Запечатываемыми материалами наряду с бумагой, картоном являются также пластмассы, стекло, металлы, текстиль и т.д. Очень различные физические и химические свойства используемых материалов являются причиной того, что для трафаретной печати изготовителями предлагается большой ассортимент красок.
Краски для трафарета аналогичны по рецептуре краскам для глубокой и флексографской печати, если они предназначены для нанесения изображений на пластмассе. Вязкость подбирается сообразно желаемой толщине слоя краски и линиатуры сетки.
Высыхание происходит путем испарения летучих растворителей и ускоряется при действии теплого воздуха. Для печати по бумаге и картону, напротив, используются матовые и глянцевые печатные краски на основе масел и олиф, закрепляющиеся преимущественно путем окислительной полимеризации.
Частично в трафаретной печати используются УФ-краски. Характерным для трафаретной печати является возможность переноса толстого слоя печатной краски, который составляет 12 мкм и больше.
2.8. Печатные краски для тампонной печати
Тампонную печать называют еще «непрямым способом глубокой печати», и она служит, в частности, для печати на неровных, сложных поверхностях.
Формы глубокой печати переносят изображение на эластичный тампон, который затем прижимается к запечатываемому предмету. Печатные краски очень похожи на краски, используемые в трафаретной печати, но они имеют более низкую вязкость.
Краски обладают очень высоким пигментированием (около 30%). Они являются преимущественно быстросохнущими благодаря испарению растворителя.
В зависимости от вида запечатываемого материала используются также краски с химическим закреплением. Подобно трафаретной печати, тампонной печатью покрывают широкий ассортимент материалов: дерево, резину, пластмассы, кожу, кожзаменители, стекло и фарфор, а также лакированные поверхности. В этом случае для применяемого материала используются соответствующие краски. В большинстве случаев печатнику необходимо проверять их адгезию.
ЗАКЛЮЧЕНИЕ
Итак, подводя итоги всему сказанному, необходимо констатировать тот факт, что подбор краски для печатных машин — задача сложная, требующая знания многих нюансов: учёта особенностей материала, на который наносят изображение, дальнейшей эксплуатации печатного изделия, а так же способности некоторых красок выгорать или блекнуть со временем.
Список литературы
- Сорокин.Б.А / Б.А. Сорокин. – М.: МГУП, 1999. – 80 с.
- Нечипоренко.Н.А. Свойства печатных красок. / Н.А.Нечипоренко. –
М.: Мир знаний, 2005. – 145 с.
Электронные ресурсы
- Словарь Википедия [электронный ресурс] // Толуол, мономеры;
Web – мастер Н.В. Козлова. Москва. РФ, 1998.
URL : https://ru.wikipedia.org/wiki/. (дата обращения: 10.05.19)
- Drukarstvo.com [электронный ресурс] // Краска для печати;
Web - мастер В.В. Григорьев. Москва. РФ, 2013.
URL : http://drukarstvo.com/ru/. (дата обращения:10.05.19)
Антиплагиат

- МОДЕРНИЗМ (1910-1940-Е ГГ.) (Модернизм в изобразительном искусстве)
- Модели архитектуры информационных систем
- Модели архитектуры информационных систем (ЗАДАЧИ И ФУНКЦИИ АДМИНИСТРИРОВАНИЯ В ИНФОРМАЦИОННЫХ СИСТЕМАХ)
- Модели архитектуры информационных систем
- Жизненный цикл организации и ее структурное наполнение
- Механизм работы OLAP-технологий
- Стороны трудовых отношений (Характерные признаки трудовых отношений:)
- Сравнительная характеристика трех-пяти программных продуктов
- Развитие унификации и стандартизации документов
- Виртуальные машины и их возможности
- Шрифты. Классификация шрифтов
- ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ОРИГИНАЛ – МАКЕТУ ДЛЯ СДАЧИ В ТИПОГРАФИЮ