
Необходимо определить следующие показатели: размер партии изделий; планируемый ритм; число партий за планируемый период
 |
 |
Экономика |
 |
 |
Решение задачи |
 |
 |
|
 |
 |
Выполнен, номер заказа №17154 |
 |
 |
Прошла проверку преподавателем МГУ |
 |
 |
|
Напишите мне в чат, пришлите ссылку на эту страницу в чат, оплатите и получите файл! |

|
Закажите у меня новую работу, просто написав мне в чат! |

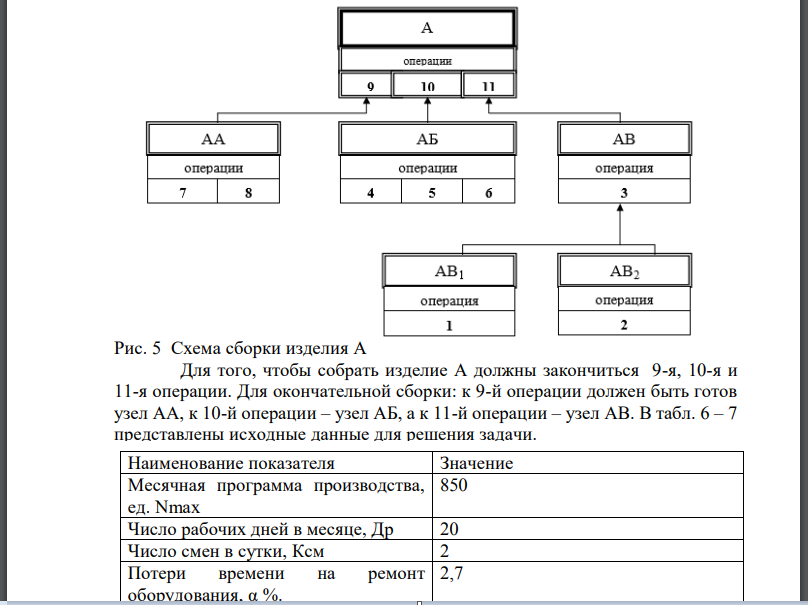
Необходимо определить следующие показатели: размер партии изделий; планируемый ритм; число партий за планируемый период; время операционного цикла партии изделий; количество рабочих мест, необходимых для изготовления изделий. На основании выполненных расчётов требуется: - построить цикловой график сборки изделий без учёта загрузки рабочих мест; - закрепить операции за рабочими местами и составить план-график сборки изделий с учета загрузки рабочих мест; Исходные данные Изделие А производится в серийном производстве. В производство изделия поступают партиями. Схема сборки изделия А представлена на рис. 4. Рис. 5 Схема сборки изделия А
Решение
Для того, чтобы собрать изделие А должны закончиться операции. Для окончательной сборки: к операции должен быть готов узел операции – узел АБ, а к операции – узел . В табл. 6 – 7 представлены исходные данные для решения задачи. Таблица 6. Исходные данные Таблица 7- Исходные данные Упрощенно минимальный, размер партии может быть определён по формуле: , - время на выполнение i-ой операции, мин. – подготовительно-заключительное время по операциям, мин; - потери времени на ремонт оборудования, За максимальную величину принимается месячная программа выпуска изделий пределы нормального размера партии изделий Период чередования партий должен быть удобным и применяется в целых днях, а число партий в месяц желательно целое число. Период чередования партий определяется по формуле: где - число рабочих дней в месяце; - месячная программа производства, ед. В соответствии с принятым периодом чередования корректируется размер партии: Число партий в месяц определяется по формуле:Продолжительность операционного цикла партий изделий по каждой операции рассчитывается по формуле: Полученные результаты заносятся в расчетную таблицу 8. Таблица 8 Продолжительность операционного цикла по сборочным единицам определяется как сумма операционных циклов по операциям, входящим в сборочную единицу. Необходимое число рабочих мест для сборки изделий рассчитывается по формуле: где - сумма длительности операционного цикла партии по сборочной единицы, час; К см - число смен в сутки продолжительность смены, равняется 8 часам. Необходимое число рабочих рассчитывается по формуле: где зам - коэффициент замещения, принимается равным Построение циклового графика сборки изделия А без учета загрузки рабочих мест ведется на основе схемы сборки (рис. 5) и продолжительности циклов сборки каждой операции и каждой сборочной единицы, рассчитанных в табл. 9 Производственный цикл Такой график обычно строится в порядке, обратном ходу технологического процесса, начиная с последней операции, с учетом того к какой операции поставляются сборочные единицы. Продолжительность цикла этого графика будет минимальной однако условия производства и ограниченные ресурсы требуют выполнения определенных работ последовательно, на одном и том же рабочем месте, это приводит к изменению графика и увеличению продолжительности цикла. Для достижения равномерности загрузки рабочих мест и рабочих-сборщиков необходимо закрепить операции за рабочими местами. На каждое рабочее место набирается объём работ, продолжительность операционного цикла которых не должна превышать пропускную способность рабочих мест на протяжении принятого периода чередования. Закрепление операций за рабочими местами показываются в табл. 9. Таблица 9 Закрепление операций за рабочими местами
Похожие готовые решения по экономике:
- Требуется определить продолжительность процесса на основе разработки сетевого графика. Исходные данные представлены
- Необходимо определить длительность операционного цикла при различных вариантах организации производства, если обработка серии изделий
- Определите сумму акциза, уплаченную табачной фабрикой в налоговом периоде. Известно: 1. Табачная фабрика реализовала в налоговом периоде
- Определите сумму авансового платежа по единому налогу по итогам I полугодия при применении организацией упрощенной системы
- Определите количество единиц оборудования, необходимого для выполнения плана производства изделий (деталей). При изготовлении
- Смоделируйте самостоятельно производственный процесс изготовления изделия (выполнения работы, услуги). Укажите его последовательность
- Требуется определить продолжительность процесса на основе разработки сетевого графика. Исходные данные представлены в табл
- Необходимо определить длительность операционного цикла при различных вариантах организации производства, если обработка серии
- Определить балансовую прибыль предприятия, если известно, что выручка от реализации товарной продукции с учетом HДС составила 944 тыс.pуб
- Имеются данные о работы предприятия (таблицы 7 и 8). Провести анализ его деятельности. Определить для
- Имеются следующие данные за год в текущих ценах, трлн руб. (таб. 9). Определить: 1) Валовой внутренний продукт (ВВП)
- Может ли привести необычно большой урожай привести к сокращению доходов фермеров