
Логистическая технология JIT (Выдающиеся качества и дефекты системы JIT)
Содержание:

Введение
В последнее время общее внимание заинтересовала система материального обеспечения, именуемая системой «точно-в-срок» (JIT-системой). Just-in-time - концепция управления промышленными предприятиями, созданная японскими автомобилестроителями, сейчас обширно применятся во всем мире. Подход «точно-в-срок» был разработан в японской автомобильной компании Тойота. Его создатель - Тайиши Оно и несколько его сослуживцев. Название предоставленной концепции позднее дали американцы, попытавшиеся применить данный подход в автомобилестроении. Она по праву признана одной из более эффективных в мире. Основные изготовители в самых всевозможных секторах экономики деятельно осваивают составляющие JIT, достигая значимых результатов в понижении расходов и увеличении скорости реагирования на меняющиеся запросы рынка.
Актуальность предоставленной темы состоит в том, что, не обращая внимания на международную популярность предоставленного метода, до сих пор есть большое количество его трактовок, при этом трактовки эти часто некорректные. Чаще всего основу метода определяют как работу фирмы без склада и запасов; закупки и производство исполняются буквально и своевременно, управление – по системе Канбан, или же «работа с колес». Все вышеперечисленное верно когда мы беседуем о концепции JIT. Впрочем, это следствия использования метода, а не сам метод. Все эти результаты получаются практически механически, в случае если предприятие начинает возводить собственные процессы по принципу JIT.
Терминологический словарь ELA определяет теорию "точно в срок" так - это подход для достижения успеха, базирующийся на поочередном устранении потерь (под потерями понимаются всевозможные воздействия, не добавляющие цены к продукту). Это доставка материалов в нужное время и в нужное место.
В российском понимании система «Точно-во-срок» - производственная философия, нацеленная на непрерывное улучшение и основанное на планомерном устранении всего лишнего, т.е. всего, что ведет к увеличению цены продукции, не повышая при этом ее потребительскую стоимость. В узком значении – поставка подходящих материалов в нужное место в нужное время, собственно что подразумевает высшую степень синхронизации производственных операций.1
В том числе и эти определения не довольно точно могут выразить сущность концепции Just-in-time, поэтому целью предоставленной курсовой работыявляется изучение концепции Just-in-time и ее реализации на производственном предприятии. Данная цель будет решена при помощи решения следующих задач: определения содержания концепции и ее ведущих основ, выявления дефектов и преимуществ концепции JIT, описания микрологистических систем, основанных на JIT, и факторов их использования на производстве, определение вероятных веяний становления концепции, например затрагивание трудностей внедрения системы JIT в российском производстве. Не обращая внимания на важные отличия между японской корпоративной культурой и отношением к жизни в РФ, главные основы JIT имеют все шансы и обязаны применяться на российских предприятиях, которые медленно, но правильно завоевывают твердые позиции на международном рынке.
Таким образом, предметом исследования курсовой работы является логистическая концепция Just-in-time и базирующиеся на ней микрологистические системы, такие как: система управления производством Kanban, система менеджмента качества (TQM) и другие.
В свою очередь, объектом изучения будут являться условия, в которых мы рассматриваем теорию Just-in-time, т.е. производственное предприятие.
Глава 1. Теоретические основы логистической концепции JIT
1.1.Содержание концепции JIT
Для полного осознания концепции JIT надо отлично представлять для себя его ведущую логику. Без концептуальной системы исследования JIT преобразуется в запутанное большое количество способов, основ и подсистем. В данной главе будет создано основание, на котором возможно было бы приступать к предстоящему, более детальному исследованию концепции JIT и ее результатов.
Логистическая концепция JIT известной в современном мире в связи с тем, что на некоторых рынках использование данной концепции считается неотклонимым средством конкурентной борьбы. В передовых критериях массовой конкуренции осознание JIT очень принципиально для принятия обученных заключений об организации изготовления.
Производственная система Just-in-Time обхватывает любой нюанс производственного процесса, от разработки до реализации изделия и послепродажного сервиса. Даннаяфилософия жаждет к созданию системы, которая отлично действует с наименьшим уровнем вещественных припасов, наименьшим местом и наименьшим делопроизводством. Это обязана быть система, которая не поддается сбоям и нарушениям и считается гибкой (в том, собственно что касается перемен ассортимента изделий и размера производства). Конечная задача произведено в том, дабы получить равновесную систему с мягким и скорым потоком материалов сквозь систему. Весомую роль в функционировании подобныйсистемы играет контроль свойства.
В системах JIT, качество «встроено» как в изделие, например и в производственный процесс. Фирмы, которые пользуют систему JIT, добились такового значения свойства, которое разрешает им трудиться с маленькими производственными партиями и непроницаемым графиком. Эти системы имеют высшую надежность, исключены ключевыеинформаторы неэффективности и срывов, а трудящиеся обучены не лишь только работать в системе, но и беспрерывно ее улучшать. Системы JIT нацелены на краткие элементыпроизводственных циклов, а это настятельно просит адекватной реакции звеньев логистической системы на конфигурации спроса и в соответствии с этим производственной программки.
Главная мысль концепции JIT заключается в надлежащем: в случае если производственное расписание задано (абстрагируясь пока же от спроса или же заказов), то возможнонапример осуществить перемещение вещественных струй, собственно что все материалы, составляющие и полуфабрикаты станут попадать в важном числе, в необходимоепространство (на сборочной части - конвейере) и буквально к назначенному сроку для изготовления или же сборки готовой продукции. При данном страховые припасы, иммобилизующие валютные способы компании, не необходимы.2
Логистическая концепция "точно в срок" характеризуется надлежащими ведущими чертами:
• наименьшими (нулевыми) припасами вещественных ресурсов, незавершенного изготовления, готовой продукции;
• краткими производственными (логистическими) циклами;
• маленькими размерами изготовления готовой продукции и пополнения припасов (поставок);
• отношениями по закупкам вещественных ресурсов с маленьким количеством достоверных поставщиков и перевозчиков;
• действенной информационной поддержкой;
• высочайшим качеством готовой продукции и логистического обслуживания.3
Обширное распространение в логистической практике концепции "буквально в срок" разъясняется невысоким уровнем припасов вещественных ресурсов, незавершенного изготовления и готовой продукции; уменьшением производственных площадей; увеличением свойства изделий и понижением брака; уменьшением сроков производства; увеличением эластичности при изменении ассортимента продукции; высочайшей производительностью и эффективностью применения оборудования; интенсивным рольютрудящихся в заключении производственно-технологических проблем; неплохими отношениями с поставщиками и др.
Логистическую теорию Just-in-Time нужно отличать как способ управления и как особую философию управления. Например как внедрение системы JIT как способ управления - это абсолютно элементарно. Эту систему невозможно понимать как компьютерную систему, например как система пользуется карточки с одним-двумя управляющими деяниями. Всякийтолковый профессионал отдела программирования имеет возможность воплотить в жизнь на вашей компании эту систему. Но для такого дабы она трудилась, нужно осознаниефилософии управления. Для сего потребуется высокая организация и точнейшая синхронизация всех производственных процессов, охватывая операции с поставщиками и субподрядчиками. JIT как философия управления нацелена на компанию бездефектного изготовления при минимальном количестве потерь.
1.2. Выдающиеся качества и дефекты системы JIT
Впоследствии такого, собственно что было поведано в предшествующей главе о концепции Just-in- Time, данные способ имеет возможность взойти так симпатичным, что, вполне вероятно, у множества русских компаний здесь же будет замечен неодолимое вожделение его вводить. Вправду, почти все фирмы возымели важные выдающиеся качества, применяя способы JIT.
В целом система поставок «точно-в-срок» разрешает избежать трудности перепроизводства, убавить до мало вероятного значения вещественные припасы и убратьбезосновательные издержки на складское сбережение. Аналогичная система не считая всего остального разрешает осуществить создание с минимальным количествомнедостатков. В конце концов, при претворении в жизнь поставок точно-в-срок фирмы всякий раз желают прирастить качество изготовления, все время отыскивают свежие пути, которые разрешат им трудиться эффективнее. Перечислим по пунктам выдающиеся качества подобный системы поставок для наглядности.
К превосходству JIT относятся:
-сокращение припасов материалов и незавершенного производства;
-сокращение времени выполнения запасов;
-сокращение времени изготовления продукции;
-повышение производительности;
-использование оснащения с больше высочайшей загрузкой;
-повышение свойства материалов и ГП;
-снижение размера отходов;
-более серьезное отношение служащих к работе;
-улучшение отношений с поставщиками;
-появление привязанности конструктивно улаживать образующиеся в ходе работы проблемы;
-меньше надобности в непроизводственных работах, к примеру, складировании и движении материалов.4
В то же время использование способов JIT связано и со важными рисками. Нужно довольно опрятное планирование процесса, не говоря уже о поддерживающей информационной системе. Дефектами системы JIT считается сложность ее реализации и бессчетные трудности, которые появляются при внедрении концепции «точно-в-срок», к данным задачамотносятся:
-Высокие начальные вложения и издержки на реализацию JIT (покупка высококачественного дорогого передового оснащения, издержки на подготовку знатоков и на высшуюзаработную оплату, увеличение расходов на создание вследствие маленьких партий выпуска и т.д.).
-Неспособность преодолевать с неожиданными жизненными обстоятельствами (поломки, стачки сотрудников поставки и др.);
-Зависимость от высочайшего свойства поставляемых материалов.
-Необходимость трудиться в размеренном производстве, но спрос нередко колеблется.
-Снижение эластичности в ублажении меняющихся запросов покупателей.
-Трудность уменьшения времени на переналадку и связанных с данным расходов.
-Неспособность отдельных поставщиков трудиться в режиме JIT.
-Проблемы привязки JIT к иным информационным системам партнеров.
-Необходимость конфигурации совместной планировки сооружений.
-Работа служащих в быте увеличенного стресса.
-Отсутствие духа сотрудничества и доверия меж сотрудниками.
-Неспособность отдельных служащих арестовать на себя огромную обязанность.5
Впрочем, по сведениям Industry Week’s Best Plants (2000 Statistical Profile) в целом усредненные данные, приобретенные при обследовании больше 100 фирм, внедривших на собственном предприятии логистическую теорию JIT, оказались этими:
- сократились припасы незавершенного изготовления на 80 %;
-запасы готовой продукции понизилась на 33 %;
-объем непроизводственных припасов взамен 5-15 дней сократились до 4 часов - 2 дней;
-продолжительность производственного цикла снизилась на 40 %;
-производственные потери понизилась на 10-20 %;
-значительно увеличилась эластичность производства;
-время реализации продукции сократилось в 2 раза;
-затраты на внедрение JIT проворно окупились (через некоторое количество месяцев).6
1.3.Главные основы логистической концепции JIT
Главная задачка JIT – понижение расходов и увеличение рентабельности. Конечная задача производственной системы «точно-в-срок» - гарантировать прибыльность в масштабах всех фирмы.
Вообщем издержки - это сумма минувших, истинных и грядущих валютных затрат, которые обязаны быть вычтены из совместной суммы продаж, дабы квалифицировать, вправдули получена выгода.7
В логистической системе JIT большущее забота уделяется припасам, а вернее их ликвидации, вследствие того собственно что для JIT все без исключения припасы - это никчемное. Значит, создание всего такого, собственно что не станет реализовано, также считается лишним, потому что готовая продукция, выполненная, но не проданная, - это припасы готовой продукции, плюс средства затраченные на закупку материалов и заработную плату трудящимся. В мощь сего нужно, дабы изделия вытягивались сквозьпредприятие настоящими заказами покупателей.
Почти все считают, собственно что система «точно-в-срок» ориентирована в ведущем на уменьшение припасов, которое как правило относят к непроизводственным издержкам, а не к расходам на изготовка продукции. Впрочем уменьшение припасов может помочь выявить сокрытые трудности фирмы, и их заключение с поддержкой маленьких, но неизменных улучшений имеет возможность значимо убавить издержки при производстве. В следствие этого уменьшение припасов косвенным образом воздействует на уменьшениепроизводственных расходов.
В данной связи очень увлекательна баста зрения на припасы компании «Тойота». Припасы сравниваются с водой. Степень воды в море - это степень производственных припасов, а морские рифы - это всевозможные трудности. Бизнес - это корабль, конфликт с рифами для него гибельно, и его идет по стопам избежать. В случае если степень воды высок, то корабль бегло протекает по рифам, не задевая их (т.е. возвышенный степень припасов прячет имеющиеся проблемы). Но в случае если степень воды (запасы) понизить, рифы ( проблемы) будут видимы и начнут представлять угроза. Расклад JIT: убрать рифы и что наиболее убрать угроза для бизнеса. В следствие этого создавать это надобно поэтапно: понизить степень воды на маленькую значение, пока же не будут замечены некие сокрытые трудности, убрать их, вслед за тем ещё несколько снизить степень и т.д. Этим образом трудности в начале выявляются, а затем принимают решение, при этом достигается это стараниями всего коллектива фирмы - от начальника до рабочего.
Иная неотъемлемая доля уменьшения производственных расходов - это понижение необходимости в трудовых ресурсах. В следствие этого уменьшение расходов на трудовые ресурсы - больше значимая доля системы «точно-в-срок», чем уменьшение припасов.
Для заслуги ключевой цели в рамках идеологии уменьшения расходов обязаны быть достигнуты 3 запасные цели:
1. Управление размером. Планирование размера изготовления - как каждый месяц, например и каждодневного - обязаны быть гибким, дабы откликаться на шатания спроса.
2.Управление качеством. Обязана быть сотворена система, гарантирующая бездефектную продукцию на всякой стадии изготовления. Для обеспечивания свойства продукции система JIT подразумевает внедрения системы полного контроля свойства или же TQM, а котором станет поведано после чего.
3.Почтение к работникам. Нельзя добиться высочайшей производительности (как и понижения затрат), в случае если фирма действенно не развивает дарования и способностислужащих, не вдохновляет в их азарт и не почитает их.8
JIT- это философия действенного управления, между ведущих основ которой возможно отметить надлежащие:
-любые бесполезные воздействия, повышающие цена продукции, но не повышающие ее потребительскую цена, обязаны быть устранены;
-«Точно-во-время» - это не фиксированный итог, а постоянный, ни разу не прекращающийся процесс, предусматривающий при данном конкретные шаги и намеченные рубежи;
-запасы - это избыточное, их сокращение увеличивает эффективность работы предприятия;
-основными причинами, определяющими разработку продукции и создание, считаются предпочтения покупателей. Это - желание нескончаемого приближения качеств конечной продукции к запросам потребителей;
-гибкость изготовления, включающая резвый резонанс на требования покупателей, а например же перемена высококачественных и количественных характеристик, считаетсясамая необходимой для поддержания высочайшего свойства и применимых тарифов на продукцию;
-как изнутри организации, например и в отношениях с поставщиками и покупателями обязаны владычествовать основы обоюдного почтения м поддержки;
-«Точно-во-время» - это командное достижение. Все работники фирмы - от глав до производственного персонала - считаются членами одной команды;
-сотрудник, отлично представляющий свое назначение, - наилучший ресурс для обеспечивания процесса нескончаемого улучшения. Т.е. обязаны применяться не лишь толькоруки трудящихся, но и их мозги.9
Этим образом, JIT - это не лишь только метод минимизации припасов, но ещё и система управления качеством продукции и управления работниками фирмы, которая например же улучшает координацию и увеличивает производительности работы фирмы.
Глава 2. Микрологистические системы, ,базирующиеся на концепции Just-in-time
2.1.Общая черта микрологистических систем, основанных на JIT
Перво-наперво стоит квалифицировать, собственно что это микрологистические системы. Микрологистические системы - это подсистемы, структурные элементымакрологистических систем. Они связаны с конкретным предприятием и предусмотрены для управления струями в процессе изготовления, обеспечения и реализована.10
На микроуровне внутрипроизводственные логистические системы предполагают собой ряд подсистем, оказавшихся в отношениях и связях приятель с ином, образующих конкретную единство, согласие. Эти подсистемы: закупка, сложения, припасы, сервис изготовления, автотранспорт, информация, сбыт и кадры, обеспечивают вхождение вещественного струи в систему, прохождение изнутри нее и выход из системы. В согласовании с концепцией логистики возведение внутрипроизводственных логистических систем надлежит гарантировать вероятность неизменного согласования и обоюдной корректировки намерений и поступков снабженческих, производственных и сбытовых звеньев изнутри фирмы.
Логистические системы, использующие JIT идеологию, считаются «тянущими» (pull systems) системами, в коих размещение заявок на пополнение припасов вещественныхресурсов или же готовой продукции случается лишь только за это время, когда численность их в конкретных добивается критичного значения. При данном припасы«вытягиваются» по каналам физиологического рассредотачивания от поставщиков или же логистических посредников в системе дистрибьюции.
Тянущая логистическая система дает собой эту компанию перемещения вещественных струй, при которой вещественные ресурсы сервируются («вытягиваются») на надлежащуютехнологическую операцию с предшествующей по мере надобности, а в следствие этого строгий график перемещения вещественных струй отсутствует. Размещение заявок на пополнение припасов вещественных ресурсов или же готовой продукции случается, когда их численность добивается критичного значения. (рис.1)
Рисунок 1.Принципиальная схема тянущей системы.11
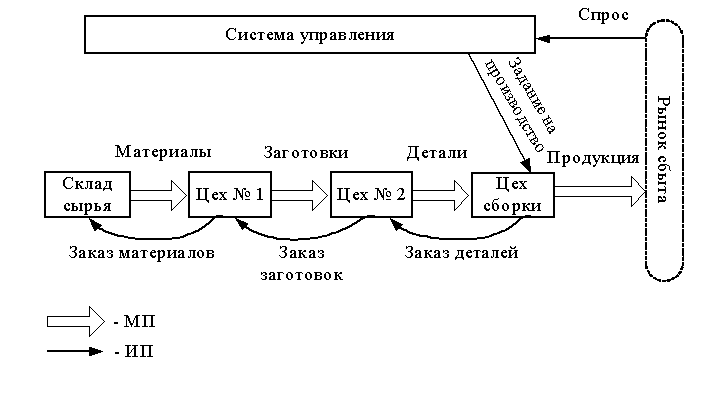
Тянущая система базирована на «вытягивании» продукта дальнейшей операцией с предшествующей операции в что момент времени, когда дальнейшая операция готова к предоставленной работе. Т. е. когда в ходе одной операции завершается обработка единицы продукции, направляется сигнал-требование на предшествующую операцию. И предшествующая операция посылает обрабатываемую единицу далее лишь только за это время, когда получает на это запрос.
На базе концепции JIT разработаны надлежащие базисные микрологистические системы:
КANBAN - предопределена для оперативного управления созданием, способным к резвой перенастройке и буквально не требующим страховых припасов. Суть предоставленнойсистемы заключается в том, собственно что все производственные отряда снабжаются вещественными ресурсами лишь только в что числе и к этому сроку, которые выжны для выполнения приобретенного заказа. Средством передачи инфы считаются особые карточки "канбан" 2-ух обликов: отбора и производственного заказа. В карточке отбора указывается картина и численность изделий, которые обязаны поступить с предшествующего участка сборки. В карточке заказа картина и численность изделий, которое надлежитбыть выпущено на предыдущем производственном участке. Этим образом, эти карточки несут информацию о числе используемых вещественных ресурсов и совершаемойпродукции. Практическое внедрение КАNBАN разрешает уменьшить потери на создание продукции, увеличить ее качество и понизить производственные припасы на 50% при значимом ускорении оборачиваемости обратных средств.12 В надлежащих главах производственная система KANBAN станет рассмотрена больше детально.
Японские автомобилестроительные компании, сначало внедряя теорию JIT и микрологистическую систему KANBAN в создание, принципно скорректировали расклад к контролю и управлению качеством на всех стадиях производственного процесса и дальнейшего обслуживания. В конечном результате это вылилось в философию TQM (Total Quality Management) - полного управления качеством, которая ставила качество на 1-ое пространство во всех стратегических и тактических целях компании. Ключевая мысль TQM произведено в том, собственно что фирма обязана трудиться не лишь только над качеством продукции, но и над качеством работы в целом, охватывая работу персонала. Систематическое параллельное улучшение данных 3-х элементах: свойства продукции, свойства организации процессов, и значения квалификации персонала - разрешаетдобиться больше скорого и действенного становления бизнеса. Качество ориентируется этими категориями, как уровень реализации притязаний покупателей, подъем денежныххарактеристик фирмы и увеличение довольстве служащих фирмы собственной работой. Данная философия стала использоваться разными фирмами мира, использующими стратегию постепенного наращивания размеров изготовления.
Целью считается уничтожение задержек, вызванных задачами с качеством изделий. Управление полным качеством подключает в себя эти способы как статистический контроль, кружки свойства и разработка технологического процесса с «защитой от дурака». При TQM любой оператор делает 3 добавочных воздействия. Для начала, он инспектируеткачество изделия, приобретенного с предыдущего участка. Вслед за тем он держит под контролем качество выполнения собственной операции. И, в конце концов, ещё одининспектирует то, собственно что он передает грядущему. В случае в случае если появится неувязка с качеством, оператор обязан приостановить сборочную линию, и пока женеувязка не станет решена, создание не возобновится. Данные 3 облика контроля предполагают собой способ «Качество на источнике»(Quality at the source), который разрешаетподдерживать высочайшее качество на производстве, а еще убрать простои на трудящихся пространствах, связанные с ожиданием инспекторов. Этим образом, любой оператор отвечает за «входной контроль» изделий, получаемых от поставщика, и «выходной контроль» такого, собственно что он отсылают собственному покупателю. Данная цепочка завершается наружным клиентом, приобретающим качественный продукт.
Этим образом, концепция JIT содействует контролю и поддержанию значения свойства на всех стадиях производственного процесса.
Система ОРТ - «Optimized Production Tehnology» (оптимизированная производственная технология), спроектирована израильскими и южноамериканскими спецами, относится к классу микрологистических систем, интегрирующих процессы обеспечения и изготовления, она разработана на базе передовых информационно-компьютерных технологий в начале 1980-х годов. Она знаменитая например же как «израильский KANBAN».
Система ОРТ, например же как и KANBAN, относится к классу «тянущих» микрологистических систем, интегрирующих процессы обеспечения и изготовления. Главным принципом работы данной системы считается выявление в производственном процессе например именуемых «узких» пространств (в оригинале - критичных ресурсов). Почти все знатоки не без причин считают ОРТ компьютеризированной версией KANBAN с что различием, собственно что система ОРТ мешает появлению узеньких пространств в логистической сети «снабжение - производство», а система KANBAN разрешает действенно ликвидировать уже образовавшиеся узенькие пространства.
В системе ОРТ исполняется автоматическое оперативно-производственное планирование и диспетчеризация. Компьютерный расплата производственных расписаний производитсяна замену, денек, неделю и т.д. Принимают решение еще задачки контроля отгрузки припасов готовой продукции покупателям, розыска других ресурсов, выдачи назначений по всеполноценным подменам в случае недоступности важных вещественных ресурсов. При формировании графика изготовления применяются аспекты: уровень ублажениянеобходимости изготовления в ресурсах; эффективность применения ресурсов; способы, иммобилизированные в незавершенном производстве; эластичности.
Осуществление оперативного планирования и регулировки изготовления в системе ОРТ исполняется с внедрением программно-математического обеспечивания, построенного на модульной базе.
Для формирования производственного расписания из базы данных ОРТ применяются файлы заявок, технологических карт, ресурсов, мониторингов реализована и др. Данные файлы материалов и девайсов изделий обрабатываются параллельно с данными файлов технологических карт, в итоге чего складывается технологический маршрут, который обрабатывается с поддержкой программного модуля, идентифицирующего опас ресурсы. В итоге бывает замечена вероятность расценить напряженность применения ресурсов и уровень их загрузки и подходящим образом упорядочить их. На данном рубеже технологический маршрут разветвляется. Ветвь критичных ресурсов подключает все «узкие» пространства и дальнейшие связанные с ними логистические энергичности. Впоследствии розыска и поправки промахов процесс повторяется.
В процессе управления вещественными струями юзер имеет возможность получать надлежащие выходные характеристики: «График производства», «Потребность в вещественныхресурсах», «Ежедневный доклад мастера цеха (отдела)», «График доставки вещественных ресурсов к трудящимся местам», «Отчет о производстве заказанной продукции», «Состояние складского запаса» и ряд др.
Этим образом, эффект системы ОРТ с логистических позиций заключается в понижении производственных и транспортных потерь, сокращения припасов незавершенного изготовления, урезании времени производственного цикла, понижении необходимости в складских и производственных площадях, увеличения ритмичности отгрузки готовой продукции покупателям. 13
Концепция действенной реакции на требования покупателей - ECR (efficient consumer response) например же считается микрологистической системой, основанной на концепции JIT. Философия JIT вынуждает поставщиков заменять способы работы, дабы гарантировать больше резвые поставки, больше высочайшее качество, наименьшие партии и безоговорочную надежность. Бесспорный метод удовлетворять эти запросы - самим поставщикам арестовать на вооружение способы JIT. Это ручается, собственно что вся логистическая цепь станет трудиться гармонично на базе 1 и тех же целей и основ. Концепция действенной реакции на требования покупателей подразумевает расширение зоны JIT на всю цепь поставок. Ещё применяются наименования стремительная реакция (quick response, QR), планирование нескончаемого пополнения (continuous replenishment planning, CPR). В критериях ECR известие о требуемых материалах идет обратно сквозь цепь поставок, в итоге чего вещественные ресурсы передвигаются вперед, т.е. ECR «протягивает» вещественные ресурсы сквозь организации, входящие в логистическую цепь.14
Внедрению аналогичных микрологистических систем управления предприятием всякий раз предшествует серьезный период опции, в процессе которого предусматриваютсяучитываются и технологические, и финансовые особенности производственного фирмы, исполняется подготовка трудящихся пространств к работе в критериях применения передовыхинформационных технологий планирования и управления. Дальше и станет рассмотрены обстоятельства для внедрения данных систем и их системная осуществление.
2.2.Факторы применения «тянущих» микрологистических систем на производстве
До этого чем приступать к внедрению «тянущих» микрологистических систем, основанных на JIT, и самой концепции «точно-в-срок» , надо квалифицировать, станет ли Just-In-Time прибыльным для компании методикой организации изготовления.
Популярное заблуждение: JIT применим лишь только на производствах с гигантскими размерами выпуска. Система вправду оказалась в высшей степени действенной на глобальном производстве, впрочем она благополучно используется и в случае маленьких и средних размеров продукции. В базе JIT лежит циклический поток, в следствие этогоон имеет возможность использоваться в приготовлении всякого продукта, спрос на который готовит цикличное создание экономически прибыльным. Для использования JIT спрос обязан отвечать 2 притязаниям:
1. Размер. Размер продаж товарной части обязан быть довольно высок, дабы окупилось создание для ее изготовления выделенной части из взаимосвязанных трудящихсяпространств, и довольно стабилен, дабы выпуск был схож в направление долгих периодов.
2. Ассортимент. Количество трансформаций или же моделей в рамках товарной части надлежит быть маленьким, например дабы было вполне вероятно создание перемешанногомодельного ряда. Запросы к размеру и ассортименту находятся в зависимости от определенной компании и ее критерий, этих как сложность продукта, сложность производственного процесса, капиталоемкость, ожидания клиентов и присутствие ресурсов. Определение выгодности JIT настятельно просит всестороннего анализа и не имеет возможность быть сведено к облегченному выбору по аспектам размера - ассортимента - техпроцесса. 15
Внедрению системы изготовления «точно-в-срок» надлежит предшествовать «выравнивание производства» (production leveling), или же равномерное рассредотачивание загрузки. Выравнивание изготовления - это способ, позволяющая предупредить появление в системе JIT внезапных притязаний со стороны прошлых процессов или же поставщиков подробностей, которые невозможно станет исполнить. По сущности, выравнивание изготовления - это схема смешанных струй изготовления для нескольких моделей продукции. Оно распределяет шатания спроса на различные типы подробностей по нескольким предшествующим производственным участкам, спасибо чему влияние данных шатанийсглаживается. Дабы ввести схему смешанных струй, надо улаживать трудные задачки по составлению повседневной очередности поставки подробностей на конечную сборочную линию, собственно что настятельно просит применения компа.
В собственную очередь, выравнивание изготовления, основанное на смешанных струях, имеет возможность трудиться лишь только при маленьком производственном цикле для всех типов подробностей, применяемых для сотворения конечного продукта.
Производственным циклом именуется этап времени меж получением заказа на продукт и отгрузкой готового продукта.
Метод уменьшить производственный цикл - изготовлять все подробности мелкими партиями и, в случае если вполне вероятно, продавать постоянный поток отдельны изделий и их перевозку по 1. Создание мелкими партиями непросто воплотить в жизнь без уменьшения времени переналадки. Операции переналадки разделяются на : 1) наружнуюпереналадку, проводимую во время работы производственного оснащения, и 2) внутреннюю переналадку, проводимую во время остановки оснащения. Для уменьшения времени переналадки мы вначале преобразуем очень максимально вероятное количество внутренних переналадок во наружные, вслед за тем ищем методы уменьшения времени наружнойпереналадки для всякого на подобии операций.
Главной момент, спасибо которому исполняется затем отдельны изделий, - высочайшая квалификация производственных трудящихся, позволяющая любому из их исполнятьразмашистый диапазон операций по обработке изделия в течении такого времени, пока же оно располагается на предоставленном производственном участке, или же времени такта (cycle time). Время такта - это время, требуемое для изготовления 1-го изделия из расчета данного каждодневного размера выпуска предоставленного изделия. Для определения длительности такта выпуска надобно поделить сплошное время выполнения операций в денек на требуемые каждодневный размер выпуска. При производстве «точно-в-срок» требуемый каждодневный размер выпуска ориентируется как количество изделий, заказанных на данный денек. Значит, время такта ориентируется рыночными притязаниями.
Другое весомое условие для обеспечивания поточного изготовления отдельны изделий - нормальные операции. Это итог стандартизации всякого воздействия, выполняемого рабочими в границах времени такта. Комбинацию нормальных операций именуют стереотипными комбинациями. Они дают возможность окончитьзакончить создание всякого продукта в границах времени такта.
Фирма например же обязана снижать затраты за счет уменьшения трудозатрат. Для сего идет по стопам сделать гибкую систему дел, позволяющую заводу наращивать или жеуменьшать количество трудящихся на части в согласовании с переменой в месячных графиков изготовления, которые, в собственную очередь, отображают шатания спроса на продукцию. Концепция уменьшения трудозатрат базирована на способности перевода операторов с производственной части при неожиданном изменении спроса. Любой оператор ячейки обязан быть высококвалифицированным трудящимся, способным трудиться на нескольких станках разного на подобии. Этим образом, оператор способен воплотить в жизнь все процессы в границах его производственной ячейки, совершая абсолютный круг операций и вернувшись к первому процессу в течении времени такта.
Конфигурации в организации, системах, культуре и отношениях имеют все шансы быть успешными лишь только в что случае, в случае если станут идти с самого верха фирмы, т. е. от ее директора. Лишь только на данном уровне имеют все шансы быть приняты заключения о выделении важных ресурсов, инициированы нужные изменения в организационной структуре и принципах работы, избраны более благоприятные стратегии и сделаны надлежащие схемы коммуникации. Идущий сверху процесс обязан владетьпомощь у несложных трудящихся, а для сего их надобно следующим образом приготовить и предоставить вероятность принять важное роль.
Это сложная, но важная задачка. Она настятельно просит довольно высочайшего значения управленческих способностей и лидерства - лишь только например возможно одолетьтехнические, организационные и поведенческие трудности, образующиеся при внедрении JIT. В случае если высочайшее инструкция не готово полностью и всецело встать на сторону JIT, то от внедрения чем какого-либо другого отречься.
Действенный производственный процесс - это процесс, который спроектирован и действует верно, например же это подразумевает под собой исключение всего бесполезного, собственно что навевает ненадобные издержки. Задачка ликвидации всего лишнего не ординарна, в следствие этого до этого всего нужно сосредоточить забота на операциях, которые делают добавленную цена, не формируя потребительской цены. В следствие этого, дабы быть гибким, предприятие надлежит приложить важные старания для определения потребительской значения определенных изделий, владеющихобладающих определенными качествами и предлагаемых по конкретной стоимости определенным покупателям. Следуя данному принципу, почти все фирмы, работающие по JIT, создают поточные части для изготовления групп идентичной продукции и, не останавливаясь на данном, всецелоперестраивают собственную организационную структуру управления. При данном формируются функциональные команды, всецело управляющие всем циклом жизни группы изделий: от способа заказа, сквозь создание - и до его отгрузки.16
В базе данной концепции лежит уверенность, собственно что припасы появляются по причине нехорошего управления, нехороший координации дел и в следствие этого трудностискрываются в припасы. Отсель идет по стопам вывод, собственно что надобно найти предпосылки, вызывающие разность меж предложением и спросом, сделать лучшевыполнение операций, впоследствии чего припасы пропадут. В больше широком смысле JIT оценивает предприятие как комплект задач, мешающих действенному выполнению операций. Это эти трудности как, бракованные материалы, перерывы в работе, не внушающие доверие поставщики, невысокое качество ГП, очень большущий размер картоннойработы, долгие наладки, долгие очереди на обработку материалов рабочими центрами, задержки при передаче материалов от одной операции на иную, гигантские расстояния меж рабочими центрами, нестабильная (по времени) загрузка производственных мощностей, негибкость применения трудящихся и техники, внезапные неисправности оснащения, гигантские страховые припасы и почти все другое. Менеджеры пробуют решить эти трудности, формируя припасы, получая вспомогательные мощности, ставя запасноеоснащение, приглашая знатоков по «тушению пожаров» и т.д. Впрочем на самом деле эти воздействия лишь только прячут предпосылки задач. Конструктивный раскладзаключается в том, дабы обнаружить истинные трудности и решить их. Разглядим, как эти трудности возможно улаживать в рамках JIT.
Организация производственного процесса.
Концепция JIT подразумевает серийный образ изготовления, при условии струи отдельны изделий. Например же наличествует надобность при других равных уменьшенияпродолжительности цикла производственного процесса, собственно что исполняется за счет параллельного выполнения отдельных операций. Концепция «точно-в-срок» -это оперативное управление процессами по принципу вытягивания, когда материалы и изделия, уже покрытые кое-каким трудящимся центром, не передвигаются на грядущийпролетарий середина до тех пор, пока же грядущий пролетарий середина не станет готов к их способу. Ещё одним моментом считается работа по такту, собственно чтопредполагает под собой обеспечивание условной прочности струй дел и материалов с синхронным движением маленьких партий меж рабочими участками.
Переналадка оснащения.
Понижение длительности операций по переналадке оснащения выделяет 2 весомых совершенствования. Для начала, это разрешает снижать размеры обрабатываемых партий без необоснованно большущих затрат на наладку. Во-2-х, это выделяет вероятность скорого переключения изготовления с 1 обликов продукции на иные и в итоге оперативнее откликаться на базарный спрос. Есть весь ряд основ, позволяющий понизить длительность наладочных операций. Почти все из данных основ находятся в зависимости от обликаоснащения и изготовляемой на нем продукции, но кое-какие из их применимы в самых различных обстановках и в следствие этого имеют все шансы рассматриваться как универсальные.
Раз из данных универсальных раскладов заключается в том, собственно что вся операция по переналадке имеет возможность быть разбита на 2 части. 1-ая - подготовительныепредварительные воздействия, производимые по время работы оснащения, и 2-ая - именно переналадка на остановленной машине. Сплошное время наладки имеет возможностьбыть снижено в что случае, когда как возможно большее численность предварительных поступков производится во время работы машины.
К количеству иных универсальных раскладов например же относятся:
-модификация оснащения под обработку нормальных болванок ( в итоге чего понижается надобность перенастроек)
-обеспечение присутствия всех важных материалов и инструментов к моменту начала наладочных операций;
-видеозапись наладочных операций для дальнейшего анализа;
-изучение наладочных процессов и их оптимизация ( это делается методом подготовки перечня поступков и их ранжирования в порядке значимости);
-применение цветового кодировки всех соединений (воздушных, гидравлических, водяных, электро и т.д.), внедрение комфортных разъемов для включения и отсоединения и т.п.
-проектирование свежего инструмента и нормальных болванок с учетом притязаний понижения наладочного времени;
-для больших болванок - понижение времени их транспортировки от пространства сбережения до пространства месторасположения машины;
-для маленьких и дешевых инструментов - присутствие вспомогательных экземпляров, собственно что дозволит избежать ненужных задержек в случае поломок;
-использование каждых вероятностей совершенствования, в том числе и когда они не важны.17
Управление персоналом.
Будучи направленной на систематическое улучшение, концепция JIT не имеет возможность обогнуть интересом эту весомую компонент производственного процесса, как трудовые ресурсы. Внедрение и внедрение JIT настятельно просит такого, собственно что бы все работники фирмы - от начальника до производственных трудящихся – внятно понимали как собственные индивидуальные прямые обязанностиобязанности, например и цели всей организации. Все заключения принимаются системно и корпоративно, например собственно что бы любой сотрудник принимал участие в управленческой работы.
В качестве ведущих факторов, нацеленных на улучшение «человеческого фактора», возможно обозначить надлежащие:
-рабочий обязан быть не сомневается в том, собственно что события по улучшению работы фирмы не обернутся для него потерей работы;
-привлечение к работам квалифицированного персонала, имеющего адекватные способности и отлично знающего данное оборудование
-программы проф ориентации, образования и увеличения квалификации обязаны составляться так, дабы любой член программки понятно давал политическому деятелю фирмы и роль всякой учебной программки с точки зрения стратегических целей;
-степень ответственности всякого работки увеличивается, потому что процесс принятия заключений сдвигается в сторону низовых звеньев;
-сотрудники фирмы обязаны трудиться как единая команда, при этом уровень полезности всякой группы и надлежащие вещественные гонорары обязаны основываться на вещественных удачах, как предоставленной группы, например и всей организации в целом.
Эти программки, в сочетании с мерами по увеличению квалификации, имеют все шансы работать индикатором нешуточного дела фирмы к собственному персоналу. Неизменные и целенаправленные переустройства, пусть в том числе и и маленькие, но подкрепленные командным манерой работы и энергичностью всякого работника - выделяют наилучшиеитоги.
Дела с поставщиками.
Концепция JIT акцентирует забота на становление долговременных отношений покупателей с поставщиками, которые обязаны владеть подобающую квалификацию и высшуюнадежность. Численность поставщиков надлежит быть маленькое, правильно с размерами изготовления и обилием выпускаемой продукции. Концепция JIT подразумеваетиспользование надлежащих мер для установления достоверных отношений с поставщиками:
-снижение числа поставщиков и упрощение процесса согласования заказов;
-вовлечение поставщика в процесс проектирования свежих изделий, собственно что разрешает лучшим образом использовать его познание личных производственных процессов;
-повышение значения технологической помощи для собственных поставщиков;
-снижение расходов на закупки за счет установления долговременных отношений;
-применение передовых технологий для электрического обмена информацией о необходимостях в закупке;
-предпочтительный выбор поставщиков, находящихся не очень вдали, собственно что дозволит минимизировать сроки поставок, прирастить их частоту и убавить габаритыпоставляемых партий;
-определение критерий для поставщиков, при коих они обязаны использовать статистические способы контроля, дозволяющие увеличить качество;
-применение обоснованной системы бонусов.
Поставщики пробуют интегрировать свое создание с покупателямиклиентами, освоившими JIT-системы. Это нередко значит, собственно что они например же перебегают на JIT, собственно что бы издавать больше высококачественный продукт и доставлять его своевременно. Тривиальной выгодой считается длительное сотрудничество с покупателями и наименьшаяподневольность от наружных событий. В этих случаях изготовители заключают со собственными поставщиками «вечные контракты», т.е. договоры, в которой нет конечной даты, это ручается поставщику долговременную выгода.
Управление качеством.
Отклонений в качестве не допускается, JIT подразумевает лишь только 100%-ое качество, это касается не лишь только ресурсов и продукции, но и всех производственных процессов, охватывая управление.
В последние годы купил огромную известность подобный расклад, как общий контроль свойства или же Total Quality Management (TQM), о котором уже было поведано повыше, органично вписавшийся в JIT. TQM выделяется от классических систем контроля, и отличия эти состоят в надлежащем:
-согласно TQM качество наступает с основных факторов – разработка изделия, разработка производственных процессов, выбора поставщика;
-каждый из трудящихся отвечает за качество на собственном участке; воздействия по контролю свойства не прекращаются до тех пор, пока же вся партия не станет готова или жепока же не станет произведена заключительная операция;
-для выявления неблагоприятных веяний используется статистический контроль процессов, позволяющий заранее обнаружить износ инструмента или же надобность наладки оборудования;
-необходимо превентивное сервис оснащения, основанное на статистическом анализе и производственном эксперименте.18
Продолжительность цикла.
Производственный цикл - это календарный этап времени, в направление которого ткань, болванка или же иной обрабатываемый вещь протекает все операции производственного процесса или же конкретной его части и преобразуется в готовую продукцию (или в готовую ее часть). Он выражается в календарных деньках или же (при маленькойтрудозатратности изделия) в часах.
Продолжительность цикла основывается на минимизации обусловленных простоев, устранении не сделающих значения обликов работы и исключении всех утрат, этим образом продолжительность производственного цикла при внедрении системы JIT сокращается.
Управление припасами.
Внедрение системы JIT для управления припасами дает 2 ключевых выдающиеся качества. Первое- степень наличных припасов входящей продукции в всякий момент времени как оказалось меньше, чем в случае, когда система JIT не применяется. С точки зрения JIT, припасы не наращивают потребительскую цена выпускаемых изделий и связаны лишь только с расходами. Значит, припасы числятся никчемными. Беря во внимание, собственно что цена содержания припасов входящей продукции достаточно высока, понижениезначения ее припаса значит значительнуюсущественную экономию, образующуюся за счет сокращения суммы средств, вложенной в припас продукции, уменьшения пространства для сбережения и сокращения утрат по причине порчи и физиологического износа. Ещё раз эффект экономии - сокращение припаса девайсов, ждущих сборки, спасибо больше резвойоборачиваемости припасов
Система JIT подразумевает недоступность страховых припасов за счет очень максимально четкого определения спроса в кратких периодах планирования и за счет недопущений отклонений в процессе изготовления. На стадии незавершенного изготовления допускается наименьший степень припасов.
Удачи достигнутые на пути выполнения всех перечисленных выше моментов, дают возможность предприятию с большей легкостью и большим триумфом перебежать на системы Just-in-time.
2.3. Система управления производством Kanban.
Почти все считают, собственно что производственная система Тойоты JIT и легендарная системa Kanban одно и то же, впрочем это абсолютно не так.
Производственная система Тойоты - группы практических способов изготовления, а система Kanban - способ управления, обеспечивающий создание «точно-в-срок», другими текстами, информационная система, позволяющая проводить «тонкую настройку» времени и размеров изготовления.
Другими текстами «Канбан» - это способ управления созданием в среде Just-in-time, использующий для управления перемещение материалов физиологические объекты - нормальную тару или же нормальные габариты партии, любую из коих сочетает особая карточка - канбан ( в переводе с японского canban- карточка). Это система вытягивания, в которой трудящиеся центры говорят при поддержке карточек или же иных символов о собственном плане получить материалы (изделия) с прошлых (подающих) операций или жеот поставщиков.19
Карточки Канбан - это технологические карты изготовления, отражающие схему сотворения продукта или же предложения и возможно используемые при данном производстве. В "карточке" указывается сколько, чего и у кого берется для получения "готового" (для предоставленного участка) продукта из "сырья" "поставщиков". Это индикатор, которые обязан завлекать забота. Канбаны например же имеют все шансы владеть всевозможные формы и габариты. Как правило, это прямоугольные карточки, вставленные в длинноватые пластмассовые конверты.
Предоставленная система применяется как система каждодневных указателей изготовления и формирования руководств, которые действенно продадут теорию JIT. Центральную роль играет каждомесячный график изготовления, потому что он разрешает довольно буквально квалифицировать запросы к производству на грядущий луна. Не считая такого, оформляется каждомесячный график для всякого производственного процесса и поставщика узлов. График изготовления для всей фирмы оформляется с поддержкойкомпьютерной обработки большого числа данных и идет по стопамследует идеологии «выталкивающего» изготовления. Впрочем определенные памятке для всякого процесса изготовления оформляются на сборочной части. Вслед за тем при помощи системы канбан они подымаются «вверх» по шагам производственного процесса, дабы гарантироватьпоступление на сборочную линию лишь только подходящих подробностей, лишь только в важном числе и лишь только за это время, когда надобно (принцип вытягивающего производства).20
Есть 2 ведущих на подобии карточек: канбан отбора (withdraw kanban) и канбан изготовления (production kanban). Канбан отбора показывает количество изделий, которые с 1-гопроцесса обязаны перебежать на грядущий. Канбан изготовления показывает, какие изделия надобно устроить на прошлом процессе и в каком числе. Карточки канбан имеют все шансы циркулировать не лишь только в границах заводов фирмы, но и меж заводами и бессчетными поставщиками узлов и подробностей, а например же изнутри заводов-поставщиков.
Глава 3. Практическое применение JIT
3.1.Веяния становления и возможности JIT.Система JIT II.
Мы обсудили почвы концепции JIT и удостоверились в потенциале системы по созданию конкурентного выдающиеся качества. В предоставленной главе станет рассматриваться будущее сего новаторского метода изготовления.
В ближнем будущем станет происходить «возврат к основам» - этот термин был в первый раз введен Эджи Тойода в декабре 1993 г. Свойственное для 1980-х быстроенаращивание количества товаров нынче замедлилось. Для выравнивания шатаний в продолжительности операций на различных трудящихся пространствах меж ними формируются маленькие запасные припасы. Припасы отдельных обликов готовой продукции нарочно возрастают для такого, дабы гарантировать больше возвышенный степеньобслуживания. Подобно формируются вспомогательные припасы сырья и материалов, дабы подстраховаться на случай задержки поставок. Из-за сокращения пробок на дорогах и понижения загрязнения находящейся вокруг среды - как признание ответственности перед социумом - сами поставки происходят пореже. В целом, финансовые реалии приуменьшают революционное усердие и распространение JIT.
Возврат к почвам обязан упрочить позиции JIT на глобальных рынках потребительских продуктов. JIT, впрочем, не может ублаготворить необходимости тех клиентов, собственно что нуждаются в высочайшем уровне вариабельности. Для сего выжны значительно гигантская эластичность и гораздо больше краткое время выполнения заявок. Это исключительно ключевая неувязка долговременного становления JIT. Нужно станет сделать больше гибкое создание перемешанного модельного ряда, в котором не станетбуквально практически никаких ограничений на количество конфигураций продукта, при этом все они имеют все шансы быть проворно построены при поступлении соответственного заказа. Как быстро это случится, находится в зависимости от темпов становления важных производственных процессов и информационных технологий, а еще от такого, станут ли сделаны системы, в коих эти технические нюансы сольются с гибкой, приклнной и заинтересованной рабочей мощью. 23
JIT II
Современные технологии JIT и логистические системы стали больше вставленными и комбинируются из всевозможных разновидностей логистических производственных концепций и распределительных систем, этих как системы, минимизирующие припасы в логистических каналах, логистические системы скорого переключения, выравнивания значения припасов, массовые технологии, превентивное гибкое автоматическое создание, современные логистические системы повального статистического контроля и управления циклами свойства продукции и т. п. В следствие этого в реальное время эти технологии принято относить к свежей версии концепции "буквально в срок" - концепции JIT II.
Сначала JIT-системы вызывали к для себя агрессивное отношение по причине нажима на поставщиков и предъявления к ним завышенных притязаний по качеству поставок. Система JIT II разработана для заслуги согласии в отношениях обеих сторон. Базирующаяся на совместном применении информационных данных и, в первую очередь, самых бодрых мониторингов продаж, система JIT II опирается самая на доверие и взаимопонимание, потому что лишь только вместе фирмы имеют все шансы допустить нешуточныерасхождения в собственных заинтересованностях.
Системой JIT II именуют систему JIT улучшенную компанией BOSE (Фремингем, штат Массачусетс) изготовителем аудиосистем. Данная система предполагает тесноватуюассоциация торговца и клиента и применяется при закупках в промышленных масштабах. На практике взамен клиента и торговца мы зрим, собственно что работник фирмы-поставщика посиживает в кабинете собственного покупателя в отделе, занимающегося закупкой. Он уполномочен брать на себя заявки на закупки у покупателя и располагатьзаявки, по сущности, у самого себя. Работник фирмы-поставщика, работающий на заводе, еще уполномочен увлекаться «совместной работой» там, где располагается завод, посещая все совещания по проектированию и дизайну, затрагивающие сферу изготовления предоставленной фирмы. В случае если эта совместная работа исполняется верно, то система JIT II обязана ликвидировать избытки припасов продукции, которые случаются и у клиента и у торговца, участвующих в общей работе. Не считая такого, клиент и торговец имеют все шансы больше действенно офорсмлять многообещающие намерения. В сути, фирма BOSE использует познаниями и навыком персонала собственныхпоставщиков для совершенствования свойства продукта и уменьшения расходов. BOSE Corporation содержит похожие дела с несколькими фирмами, формируя цена с поддержкойаналогичного стратегического партнерства.24
Ведущей целью логистической концепции JIT II считается предельная интеграция всех логистических функций компании для минимизации значения припасов в встроеннойлогистической системе, обеспечивание высочайшей надежности и значения свойства продукции и обслуживания для предельного ублажения запросов покупателей. Системы, базирующиеся на идеологии JIT II, пользуют гибкие производственные технологии выпуска маленьких размеров готовой продукции массового ассортимента на основе ранешнегопророчества покупательского спроса.
3.2.Использование концепции JIT в РФ.
В передовых критериях работа российских изготовителей обязана быть нацелена на выпуск качественной и конкурентой продукции при наивысшем понижении расходов на ее создание. Как раз в следствие этого особенную значимость покупает внедрение современных концепций, этих как Just-in-time.
Например же стоит обозначить, собственно что важную долю обратных средств русских компаний 1990-х годов (иногда до 90 %), составляли дебиторская хвост и припасы. Как было показано повыше, система JIT разрешает освободиться от страховых припасов, иммобилизующих валютные способы фирмы. Высвобожденный из припасов капитал возможновложить в виток.25
Наконец, мы приехали к выводу, собственно что действенное управление припасами считается необходимой и животрепещущей задачей, как для РФ, например и для всего мира.
Не невзначай между первопроходцев JIT в USA стали Форд, General Motors, Hewlett-Packard, Intel, Motorola и почти все иные большие изготовители. Как раз внедрение JIT во многом разрешило сведениям фабричным гигантам защитить собственные рыночные позиции.
Сферой использования Just in time имеют все шансы быть фирмы мелкого и среднего объема, создание на коих исполняется краткими циклами с маленькими размерамисовершаемой продукции или же большие фирмы, производящие довольно однородную продукцию (массовое производство). Например Just in time возымела распространение на всех американских и западноевропейских корпорациях, деятельных на остроконкурентных рынках. Это Митсубиши, Фольксваген, Boeing и Nokia.26
JIT используется еще в транспортной логистике и в дистрибуции. К примеру, фирма TNT logistics управляет ходом поставки девайсов из американских отрядов BMW. В задачкифирмы заходит контроль за актуальным поступлением на предприятие как всевозможных изделий, например и важных товаросопроводительных документов.
Just in time делается известным и в РФ, не обращая внимания на проблемы, обусловленные, в частности, российским складом ума и отсутствием налаженной системы логистики. Ряд больших русских фирм уже пробует ввести у себя JIT. К примеру, КамАЗ, АВТОВАЗ и «Уралсвязьинформ». На Ульяновском автозаводе внедрение системы привело к экономии времени на 20%. В 2003 году пас еще перестроил свое создание в согласовании с концепцией JIT.
Кое-какие основы JIT имеют все шансы быть еще использованы при найме персонала. Подобный способ эффективен для компаний, чья специфичность разрешает всерьезсберегать ресурсы, нанимая временных сотрудников буквально в что этап, когда они выжны (например, в этап сезонного наращивания размеров работ), взамен такого, дабыдержать большущий штат неизменных сотрудников.
Just in Time применим в том числе и в строительстве. Так, российско-чешская строительная фирма «U-Group» приглашает собственные предложения в проектировании и строительстве объектов с внедрением быстровозводимых железных систем, используя JIT.
С мая 2003 года ОАО «Северсталь» начал воплотить в жизнь поставки металлопроката на ООО «Катерпиллар Тосно» по принципу JIT, то есть по мере надобности клиента в чтоили же ином материале. Не считая такого, в РФ поставки по системе JIT воплотит в жизнь эта фирма как Мастер-СНАБ, основной поставщик промышленного оснащения и фаворитв области всеохватывающего обеспечения на рынках Твери, Тверской и Столичной областей. Фирма «ЕВРОСИБ-Логистика» приглашает доставку по системе JIT автокомпонентов и труб большущего поперечника.
Система JIT в торговле подразумевает, собственно что продукты поступают на полки «прямо с колес». К примеру, в Столице функционирует сеть магазинов самообслуживания «АБК», поставки в которые исполняются по системе JIT. Использование предоставленного принципа разрешило прирастить размер торговых площадей за счет складских помещений, избежать затоваривания и гарантировать возвышенный степень заполнения заявленного ассортимента.
Впрочем, все точно также непросто заявить, собственно что концепция JIT возымела широкого использование в РФ. Данному есть ряд беспристрастных оснований.
1-ая первопричина - это непостоянность экономики, и в частности инфляции. У компаний в данном случае светит выбор меж дополнительными затратами на оглавление припаса и избеганием затрат, связанных с закупками по завышенным тарифам.
До истинного времени почти все отечественные фирмы склоняются к первому варианту - оглавление вспомогательного припаса. Это связано еще и с тем, собственно чтодействительная доходность (номинальная доходность - инфляция) у множества компаний была отрицательной и освобождение денежных средств из припасов для инвестиции в виток было нерентабельно.
Но стоит обозначить, собственно что в этот момент времени, данная неувязка не считается настолько животрепещущей. Фирмы имеют все шансы спрогнозировать инфляцию, спрогнозировать собственные выгоды. Значит, фирмам надо освобождаться от бесполезных припасов, в что количестве с поддержкой внедрения JIT.
2-ая первопричина - неразвитость рыночной инфраструктуры. Как правило, при внедрении JIT, предприятие постарается избрать маленькое численность поставщиков, отличающихся высочайшей степенью надежности поставок, например как всякий сбой в поставках имеет возможность не соблюсти производственное расписание. О том, какпринципиальна надежность поставщиков, беседует что прецедент, собственно что южноамериканские и европейские изготовители сумели ввести теорию JIT лишь только сквозь10-15 лет впоследствии японцев в ведущем по причине невысокой надежности поставок. В концепции JIT поставщики делаются по существу партнерами изготовителей готовой продукции в их коммерциале.
В РФ 1990-х годов никто не был застрахован от невыполнения поставщиком собственных обещаний (срыв сроков поставки, поставка плохой продукции, или ее недоставка вообще).
Но, помаленьку обстановка с поставщиками стала лучше, нерадивым контрагентам довелось уволиться с рынка и сохранились более крепкие и корректные поставщики.
Не считая такого, заметка 933 ГКРФ ч.2 приурочена к новенькому, нестандартному для нашей практики облику страхования - страхованию предпринимательского риска, совокупным образом конкретному в п.2 ст. 929, и данный риск имеет возможность подключать риск перерыва в производственной и платной работы, риск неплатежей, задержки в доставке продуктов, риск ответственности производителя за выпуск небезопасной для юзера и находящихся вокруг продукции, охватывая обязанность производителя и торговцапо Закону о обороне прав покупателей.27
Больше такого, в последнее время на рынке страхования были замечены компании, которые промышляют сведениям обликом страхования.
3-я первопричина - нетребовательность покупателя. Русский базар в большинстве собственном был дефицитен и съедал практически всю продукцию, которая попадала на базар, то есть покупатель был непривередлив.
В этот момент базар насыщен, были замечены высококонкурентные рынки, одним из способов борьбы (конкурентным преимуществом) на котором имеет возможность быть система JIT. Не считая такого, покупателю необходим не лишь только грошовый, но и высококачественный продукт. Система JIT, как было произнесено повыше, разрешает изготовлятьвысококачественный и грошовый продукт (используя философию TQM).
Последней предпосылкой считается то, собственно что главы не понимали значимость внедрения этих способов управления, как: стратегический менеджмент, маркетинг, логистика и в частности JIT. Например как почти все фирмы в 1990-х годах пребывали в кризисном состоянии, вобщем, как и вся экономика государства, фирмам надо было сдержаться “на плаву”, абсолютно конечно, собственно что главы в данных критериях задумывались о нынешнем дне, а никоим образом о перспективах на год. Предоставленнаяпервопричина в реальное время считается еще не животрепещущей.
Проанализировав все вышеизложенное возможно придти к грядущему выводу: в реальное время нет оснований, которые бы имели возможность воспрепятствовать внедрению системы JIT на русских предприятиях. Но, как мы заметили, это делается вероятным только в последнее время, но отечественные знатоки предлагали ввести японский навык уже в начале 1990-х.
Идет по стопам обозначить еще и что прецедент, собственно что быстро РФ светит введение во Всемирную торговую Компанию и известно то, собственно что Российская Федерация изготавливает недорогую и не высочайшего свойства продукцию. Как было произнесено повыше, система JIT разрешает изготовлять грошовый продукт с высочайшимкачеством (TQM). Этим образом, система JIT дозволит вынести все тяготы русским фирмам в критериях конкуренции не лишь только на русском, но и на крупном рынке.
Этим образом, микрологистические системы, базирующиеся на JIT раскладе, связанном с синхронизацией всех процессов и рубежей доставки вещественных ресурсов, технологии изготовления и сборки, поставки готовой продукции покупателям, очень критичны к точности инфы и прогнозирования. Данным разъясняется, в частности, и краткие элементылогистических (производственных) циклов. Для действенной реализации JIT технологии обязаны трудиться с надежными телекоммуникационными системами и информационно-компьютерной помощью.
Заключение
В предоставленной курсовой работе была изучена логистическая концепция Just-in-Time и микрологистические системы, базирующиеся на ней. В итоге изучения было выявлено, собственно что концепция JIT применяется по отношению к фабричным системам, в коих движение изделий в процессе изготовления и поставки от поставщиков кропотливоспланированы во времени — так, собственно что на любом рубеже процесса грядущая партия приезжает для обработки буквально в что момент, когда предшествующая партия закончена. В итоге выходит система, в которой отсутствуют всевозможные пассивные единицы, ждущие обработки, а еще простаивающие трудящиеся или же оснащение, ждущиеизделия для обработки.
Например же стоит обозначить, собственно что система JIT - это система, которая используется большей частью в серийном производстве. И необходимым ее плюсом считается то, собственно что «точносрочные» системы настоятельно просят довольно маленьких вещественных припасов, потому что поочередные операции агрессивно скоординированы.
Конечной целью JIT считается равновесный, гладкий поток изготовления. Запасные цели: уничтожение нарушений в системе, обеспечивание эластичности системы, уменьшениевремени оборудования и сроков изготовления, исключение непродуктивных затрат, и минимизация вещественных припасов. Создающие блоки «точносрочной» системы - разработка изделия, разработка процесса, кадровые и организационные вопросы, планирование и управление созданием.
Это создание настятельно просит исключения всех вероятных источников нарушения плавного струи дел. Высочайшее качество нужно, вследствие того собственно что трудности с качеством имеют все шансы не соблюсти процесс. Не считая такого, заключение задач направлено на уничтожение всех нарушений производственного процесса и придание системе большей производительности и нескончаемого улучшения.
На концепции JIT основано довольно большое количество микрологистических систем, которые считаются элементами частями концепции, и без коих концепция JIT не имеет возможность быть всеполноценно продана. К примеру, без внедрения на предприятии системы полного контроля свойства система JIT не имеет возможность работать решительно. А например же стоит обозначить, собственно что микрологистическая система Kanban не считается самодостаточной системой, это информационная система в структуре всей системы управления созданием JIT. Эти системы например же считаются шагами становления концепции, которые усовершенствуют ее функционирование на предприятиях.
Грядущим выводом, который возможно устроить в итоге заключения установленных задач, считается успешное использование концепции JIT на российских предприятиях. На этотмомент использование непросто именовать широким, но но несмотря на все вышесказанное, те фирмы, которые ввели у себя теорию Just-in-Time, имеют все шансы следитьважные конфигурации в наилучшую сторону, к примеру, бережливость времени, понижение потерь и увеличение свойства продукции. Внедрение предоставленной концепции увеличивает конкурентное превосходство русских изготовителей, собственно что тянет за собой закрепление позиций и покорение авторитета на интернациональном рынке. Т.к. главным плюсом концепции JIT считается пониженный степень припасов, высочайшее качество, эластичность, уменьшение сроков изготовления, увеличение производительности и производительности применения оснащения, понижение размера брака и переработок, а еще уменьшенные запросы к площадям.
Этим образом, возможно устроить вывод, собственно что установленная задача была достигнута. В курсовой работе отображено оглавление концепции и все главные ее основы, выдающиеся качества и дефекты концепции, ее системная осуществление и обстоятельства для внедрения самой концепции и микрологистических систем, основанных на ней. А например же были рассмотрены веяния и возможности становления концепции, и выявлено как обширно концепция JIT распространилась в РФ. И ключевым образом, был изготовлен вывод о том, собственно что система JIT необходима русским фирмам для увеличения конкурентного выдающиеся качества на крупном рынке. И собственно что не имеет возможность не внушать оптимистичность, система Just-in-Time имела благоприятный начальный навык внедрения на российском производстве.
Библиографический список
1. Комментарий к Гражданскому Кодексу Российской Федерации части второй (постатейный). Изд. второе, исправленное и дополненное. Руководитель авторского коллектива и ответственный редактор д. ю. н., профессор О. Н. Садиков. Изд.: ИНФРА-М-НОРМА. Москва, 1997.
2. Сергеев В.И. Логистика в бизнесе. Учебник. М: Инфра-м, 2001.
3. Аникин Б.А. Логистика. - 3-е изд., M.: ИНФА-М, 2005.
4. Алесинская Т.В. Основы логистики. Общие вопросы логистического управления. Таганрог: Изд-во ТРТУ, 2005.
5. Дональд Дж. Бауэрсокс, Дейвид Дж. Клосс. Логистика. Интегрированная цепь поставок. М.: ЗАО «ОЛИМП-БИЗНЕС», 2001.
6. Козлов В.К., Уваров С.А. Логистика фирмы. - СПб: Изд СПбГУ ФИНЭК, 1998.
7. Козловский В. А., Кобзев В. В., Савруков Н. Т. Логистика. Коспект лекций. СПб: «Политехника», 1998.
8. Миротин Л.Б., Ташбаев Ы.Э., Порошина О.Г. Эффективная логистика. - М.: Издательство «Экзамен», 2002.
9. Питеркин С.В., Оладов И.А., Исаев Д.В. Точно вовремя для России: практика применения ERP-систем. - М.: Альпина Бизнес Букс, 2006.
10. Сергеев В.И. Менеджмент в бизнес-логистике. - М.: Изд. дом “ФИЛИНЪ”, 1997.
11. Сигео Синго Изучение производственной системы Тойоты с точки зрения организации производства. Пер.с англ. - М.: Издательство «ИКСИ», 2006.
12. Современная логистика: 7-ое издание/ под редакцией Джеймса С. Джонсона, Дональда Ф. Вуда, Дэниеля Л. Вордлоу, Поля Р.Мерфи-Мл. - М.: Изд-во Вильямс, 2004.
13. Тайити Оно Производственная система Тойоты: уход от массового производства. - 2е издание, М: Издательство «ИКСИ»,2006.
14. Финансовое управление фирмой. / Терехин В.И., Моисеев С.В., Терехин Д.В., Цыганков С.Н. – М: Экономика, 1998.
15. Ясухиро Монден Система менеджмента Тойоты. - М.: Институт комплексных стратегических исследований, 2007.
16. Гареев Т.Ф. Использование логистической концепции «Just-in-Time» на российских предприятиях 2001 год
17. http://www.lobanov-logist.ru
18. http://www.elitarium.ru/2007/06/15/sistemy_tochnovsrok_justintime_raz rabotka_i_vnedrenie.html
19. http://ru.wikipedia.org/
20. http://www.cfin.ru/press/loginfo/2001-05/52-55.shtml?printversion
21. http://dostavkavsrok.ru
22. http://www.zhuk.net
1 Питеркин С.В., Оладов И.А., Исаев Д.В. «Точно во время для России: практика применения ERP-систем»; 2ое издание. Москва.2006 год
2 Миротин Л.Б., Ташбаев Ы.Э., Порошина О.Г. Эффективная логистика. – М.: Издательство «Экзамен», 2002.
3 http://www.lobanov-logist.ru
4 Финансовое управление фирмой. / Терехин В.И., Моисеев С.В., Терехин Д.В., Цыганков С.Н. – М: Экономика, 1998.
5 Финансовое управление фирмой. / Терехин В.И., Моисеев С.В., Терехин Д.В., Цыганков С.Н. – М: Экономика, 1998.
6 Сергеев В.И. Логистика в бизнесе. Учебник. М: Инфра-м, 2001.
7 Козловский В. А., Кобзев В. В., Савруков Н. Т. Логистика. Коспект лекций. СПб: «Политехника», 1998.
8 Ясухиро Монден «Система менеджмента Тойоты» перевод с английского; Москва; 2007 год. с.161
9 Питеркин С.В., Оладов И.А., Исаев Д.В. «Точно во время для России: практика применения ERP-систем»; 2ое издание. Москва.2006 год. с.121
10 Алесинская Т.В. Основы логистики. Общие вопросы логистического управления. Таганрог: Изд-во ТРТУ, 2005.
11 Алесинская Т.В. Основы логистики. Общие вопросы логистического управления. Таганрог: Изд-во ТРТУ, 2005.
12 Сергеев В.И. Логистика в бизнесе. Учебник. Москва. Инфра-м, 2001.
13 http://dostavkavsrok.ru/index.php?id=30
14 Алесинская Т.В. Основы логистики. Общие вопросы логистического управления. Таганрог: Изд-во ТРТУ, 2005.
15 Сигео Синго Изучение производственной системы Тойоты с точки зрения организации производства. Пер.с англ. –М.: Издательство «ИКСИ», 2006.- с.91
16 Тайити Оно Производственная система Тойоты: уход от массового производства. – 2е издание, М: Издательство «ИКСИ»,2006. с.112
17 Сигео Синго Изучение производственной системы Тойоты с точки зрения организации производства. Пер.с англ. –М.: Издательство «ИКСИ», 2006. с.94
18 Сигео Синго Изучение производственной системы Тойоты с точки зрения организации производства. Пер.с англ. –М.: Издательство «ИКСИ», 2006. с.95
19 Питеркин С.В., Оладов И.А., Исаев Д.В. «Точно во время для России: практика применения ERP-систем»; 2ое издание. Москва.2006 год. с.121
20 Ясухиро Монден Система менеджмента Тойоты. - М.: Институт комплексных стратегических исследований, 2007. с.166
21 Ясухиро Монден Система менеджмента Тойоты. - М.: Институт комплексных стратегических исследований, 2007. с.167
22 Питеркин С.В., Оладов И.А., Исаев Д.В. Точно вовремя для России: практика применения ERP-систем. – М.: Альпина Бизнес Букс, 2006. с.135
23 www.lobanov-logist.ru
24 Современная логистика: 7-ое издание/ под редакцией Джеймса С. Джонсона, Дональда Ф. Вуда, Дэниеля Л. Вордлоу, Поля Р.Мерфи-Мл. – М.: Изд-во Вильямс, 2004 - с.89
25 www.zhuk.net
26 Дональд Дж. Бауэрсокс, Дейвид Дж. Клосс. Логистика. Интегрированная цепь поставок. М.: ЗАО «ОЛИМП-БИЗНЕС», 2001.
27 Комментарий к Гражданскому Кодексу Российской Федерации части второй (постатейный). Изд. второе, исправленное и дополненное. Руководитель авторского коллектива и ответственный редактор д. ю. н., профессор О. Н. Садиков. Изд.: ИНФРА-М-НОРМА. Москва, 1997.

- Особенности подготовки и мотивации кадров для горной промышленности
- Налоговая система РФ как фактор экономической стабилизации ( Налоговая система как механизм реализации налоговой политики государства )
- Человеческий фактор в управлении организацией (на примере ООО «Антар»)
- Управление финансами и пути его совершенствования в РФ (Сущность и роль системы управления финансовой деятельностью в организации)
- Транспортный налог (Налогоплательщики и объект налогообложения)
- Управление товарооборотом и товарными запасами на предприятии с целью повышения эффективности коммерческой деятельности (Понятие, сущность и формы коммерческой деятельности 5 Специфика и стратегия коммерческой деятельности оптового)
- Управление поведением в конфликтных ситуациях ( Понятие явления конфликта. )
- Корпоративная культура в организации (Особенности реализации коммерческой деятельности)
- Финансовая политика и ее реализация в РФ (Финансовая стратегия и финансовая тактика)
- Эффективность менеджмента организации (Понятие управление персоналом)
- Фокус-группа как метод маркетингового исследования ( МЕТОД ФОКУС-ГРУППЫ )
- Выбор стиля руководства в организации (Классификация стилей руководства в менеджменте)