
Спусковой макет и его значение в полиграфии (ПРЕДПЕЧАТНАЯ ПОДГОТОВКА)
Содержание:

Введение
Спусковой макет или по-другому спуск полос – это сложный технологический процесс, которые чаще всего выполняется в типографии за монитором компьютера. Когда формируется спусковой макет происходит размещение полосы на монтаже, которая позволяет после фальцовки и резки получить правильное чередование основных страниц в тетрадях.
Актуальность данной темы в том, что спусковой макет необходим для изготовления печатной формы. При печати любого изделия будь то книга, брошюра, журнал и т.д., невозможно обойтись без печатной формы, так как от него зависит правильное расположение текста, изображения. Чтобы избежать путаницы в расположениях страниц, неправильного отображения текста, необходима подготовка.
Цель данной курсовой работы: изучить основные понятия и определения характеризующие спусковой макет и его назначение в полиграфии.
Объект исследования данной курсовой работы является: необходимость изучение спуска полос в полиграфии.
Предмет исследования данной курсовой работы: процесс изготовления спускового макета в полиграфии.
Задачами курсовой работы является:
- Предпечатная подготовка издания в типографии;
- Необходимость изготовления спускового макета;
- Технология изготовления и требования к спусковому макету;
- Этапы изготовление спускового макета;
- Основные схемы спуска полос;
- Основные форматы спусковых макетов.
Глава 1. ПРЕДПЕЧАТНАЯ ПОДГОТОВКА
Допечатная подготовка, которая иначе называется препресс, считается одним из важнейших этапов в процессе создания высококачественной полиграфической продукции. Со вкусом выполненный дизайн и грамотный дизайн не смогут обеспечить хороший результат без правильной обработки материалов для печати. Для того, чтобы создавать полиграфическую продукцию любого уровня сложности, важно понимать основные принципы технологического процесса подготовки макета к выпуску в обращение. Эта процедура позволяет избавиться от существенных ошибок и, следовательно, экономит время и материальные ресурсы.
Для чего нужна допечатная подготовка?
Этот процесс определяет, как будет выглядеть готовая печатная продукция, и отвечает за ее качество.
Предпечатная подготовка предназначена для понимания того, насколько макет соответствует технологическим требованиям и соответствует установленному качеству, исходя из материалов изделия, а также планируемого объема тиража. Иногда заказчик выдвигает свои индивидуальные условия, которые необходимо учитывать в процессе работы.
Часто бывает необходимо привязать макет к требованиям конкретной типографии, которая будет печатать.
Перед тем, как передать готовый продукт для выпуска в обращение, обязательно тщательно проверьте его на наличие ошибок, поскольку малейшие недостатки, сделанные невнимательностью, могут повлечь за собой неприятные последствия в виде материальных потерь.
Осуществление предпечатной подготовки
продукции в типографии
Этап.1. Работа оператора допечатной подготовки.
Этот специалист начинает работать с материалом, который уже был изучен и исправлен.
Основными задачами допечатного оператора являются проверка макета на предмет соответствия техническим требованиям типографии и последующая запись в PDF. Это, в свою очередь, требует правильной настройки среды ОС и настроек программы. Оператор допечатной подготовки несет большую ответственность, потому что эффективность всего процесса зависит от того, насколько грамотно он выполняет свои задачи. Специалист должен обладать определенным набором знаний основ и стандартов, а также отличным пониманием технических требований. Профессиональный оператор руководствуется наиболее распространенными типами печатных браков и прилагает все усилия, чтобы их избежать (см.рис.1).
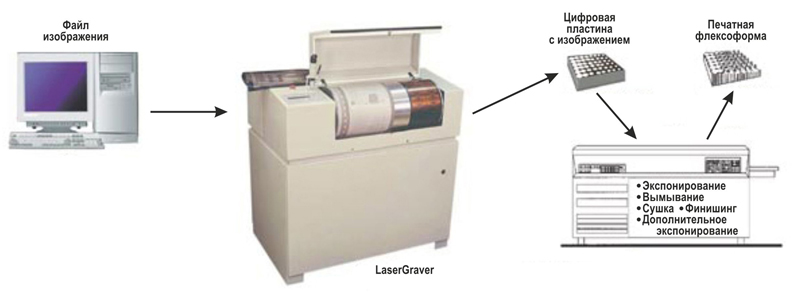
Рис.1.Печатная форма
Этап 2. Оттиск оригинала. (Разрабатывается макет и общая статистика проекта)
Первый шаг в создании проекта - тщательно спланировать внешний вид. Чтобы начать реализацию задуманной стратегии, необходимо иметь четко сформулированную общую концепцию, целостный стиль и представить конечный результат, к которому вы стремитесь. Из этого следует, что допечатная подготовка изображений - это дизайн проекта, который служит базовой основой для дальнейших действий и является основой, влияющей на всю структуру работы. Правильно сформированный внешний имидж товара во многом определяет, насколько он будет востребован целевой аудиторией, что, в свою очередь, напрямую влияет на прибыль от продажи этого товара.
Подготовка к предпечатной подготовке обычно является длительной процедурой. Это связано со многими другими аспектами, а также требует тщательной концентрации и пристального внимания. Это связано с тем, что хорошо продуманная конструкция обеспечивает быстрый возврат затрат в кратчайшие сроки. Конечный результат на этом этапе должен привлечь потенциального потребителя, быть простым и, в то же время, оригинальным. (см.рис.2).
Рис.2. Дизайн спускового макета
Этап 3. Верстка.
Наиболее важным условием этого процесса является предотвращение расположения значимых элементов вблизи линии разреза и в корешке. Обычно размер этого значения составляет не менее 5 мм. Особое внимание следует уделить склеиванию с использованием метода КБС и проклеиванию корешка - в этом случае фрагменты должны находиться друг от друга на расстоянии 7-8 мм.
Затем следует правильно расположить элементы, идущие к вылету (англ. Bleed), размеры которых также должны соответствовать установленным параметрам, обычно 5 мм. При правильном размещении объектов важно не допустить никаких искажений. По этой причине иногда приходится увеличивать вылеты. Одним из основных аспектов работы является правильное расположение изображений на развороте. Желательно не размещать лица людей в этой области. Дополнительные трудности возникают при креплении КБС, поскольку в этом случае необходимо произвести разделение. Также важно учитывать, что при использовании метода скрепления ВШРА внешние тетради длиннее внутренних. Те типографии, которые разрабатывают схему выпуска в Preps 5.3, не имеют функции автоматического смещения полосы, поскольку эта программа делает это неправильно. Это необходимо учитывать в процессе работы. Вы можете сделать сдвиг вручную или выбросить крупные объекты, расположенные рядом с линией отреза. Таким образом, осуществляется верстка макета и допечатная подготовка на данном этапе (см.рис.3).
Этап 3. Цветопроба
Эта процедура также необходима перед выпуском готового продукта в печать. Подавляющее большинство рекламных носителей в той или иной степени нуждается в коррекции, при которой оригинальный макет приобретает свои естественные цвета. Лучше всего подготовить образец будущего продукта, в котором вы можете отобразить запланированные оттенки, чтобы было легче связать его с конечным результатом.

Рис.3. Схема выравнивания на развороте клише, сверстанных
в разрех (закрытая верстка).а — правильно выравненные клише одинакового формата, б — неправильное построение paз-ворота (клише не выравиены), в — правильное выравнивание двух разноформатных клише по средней линии, г — выравнивание клише по верхней линии, д — выравнивание клише по нижней линии, е — выравнивание двух клише на четной полосе и одного на нечетной по средней линии
Как правило, цветовой корректор состоит из двух этапов работы с изображениями, которые составляют хорошо организованный процесс допечатной подготовки.
Сначала проводят предварительную (первичную) обработку изображения. Этот этап обычно включает в себя коррекцию цвета, обрезку, общий лимит чернил в соответствии с выбранным типом печати и особенностями бумаги. Исходные файлы также переименовываются в соответствии с условными требованиями (имена должны быть латинскими буквами без пробелов), а изображения сохраняются в правильном формате, обычно в формате tiff и psd.
Следующим шагом является то, что специалист по коррекции цвета работает с версткой. При необходимости увеличивает вылеты, преобразует изображения в стопроцентный масштаб и устанавливает разрешение в соответствии с выбранным параметром печати. Этот процесс заканчивается процедурой обработки иллюстрации (см.рис.3).
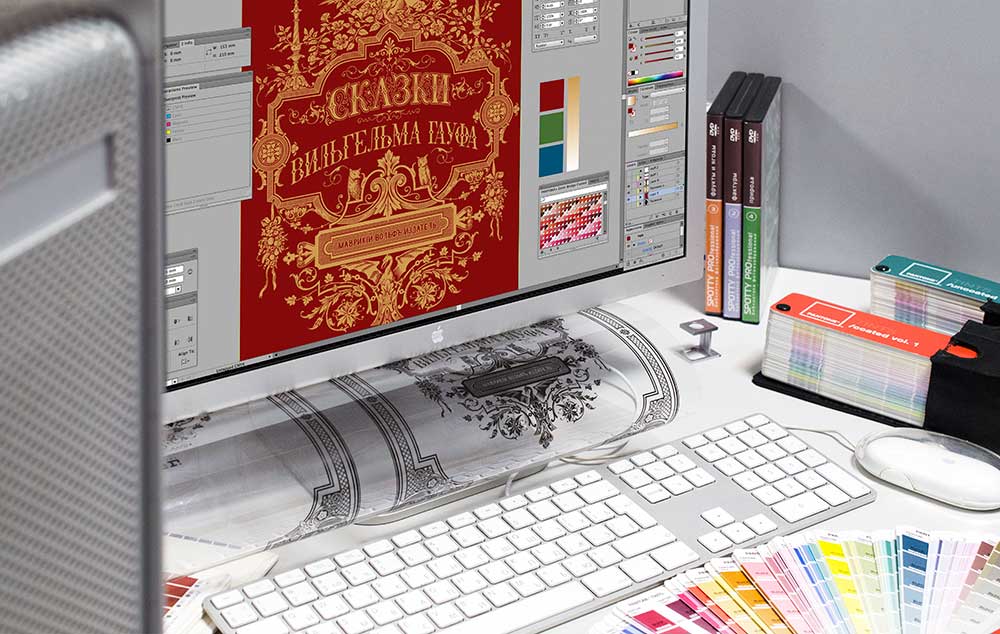
Рис.4. Цветовая коррекция
Этап 4. Технолог (полиграф материал) и проверяет материалы на предмет качества и соответствие проекту. (Печатная продукция).
Этап 5. Изготовление печатных форм.
Для осуществления производственного процесса с использованием офсетного метода необходима печатная форма. Для этого используются два основных метода: с фотопленкой (процедура состоит из 2 этапов) и без нее.
Первая технология использовалась довольно давно. Фотоформа выводится на специализированное устройство, которое затем выходит в печать (технология CtF). Еще один метод появился сравнительно недавно и, тем не менее, очень перспективен. Его преимущество заключается в том, что он выполняет операцию за один шаг - отображает печатные формы на CtP.
Чтобы использовать любую из двух технологий, полученный файл необходимо преобразовать в формат, который будет считываться устройством вывода, в противном случае эта процедура называется растеризацией.
Этот процесс довольно сложный, и для его реализации вам понадобится очень мощный компьютер, который с помощью специальных программ (RIP) преобразует существующий документ в нужный вам формат, обычно PostScript или PDF.
В случае, когда процедура изготовления продукта проходит в 2 этапа, файл, сформированный в процессе преобразования, сначала печатается с использованием специальной пленки. Полученный результат используется на следующем этапе изготовления макета, предназначенного для дальнейшей реализации. Особенность этого этапа заключается в том, что офсетные пластины печатаются в специальных копировальных рамах с использованием фотоформ. В результате получают готовые изделия, которые впоследствии устанавливают в печатную машину.
Укороченный процесс, который занимает всего 1 этап, проще, поскольку пленка исключена из процедуры получения формы. После преобразования документа в нужный формат с помощью программы RIP он не отображается на пленке, а подвергается воздействию специального полимера, используемого в качестве печатной формы, после его разработки.
Вывод фотографий (CtP, CtF) - это метод, который сегодня считается достаточно перспективным из-за того, что он высокого качества и занимает меньше времени. Но его использование имеет ряд недостатков, поэтому многие клиенты предпочитают более традиционный метод изготовления форм.
Итак, мы рассмотрели основные этапы допечатной подготовки, но каждый случай индивидуален и имеет свои особенности, без которых ваш продукт не будет полностью соответствовать заявленному образцу.
Допечатная подготовка макета: важные требования
Основные характеристики «спускового макета»
Спусковой макет - оригинальный макет:
- Система текстовых и графических материалов (чертежи, фотографии, элементы дизайна и контроля, метки и т.д.), объединенные в единый макет, каждая страница которого полностью совпадает с соответствующей страницей будущего издания;
- Полная композиция любого визуального сообщения, будь то реклама в газете или журнале, логотип на контейнере или упаковке, текст и иллюстрации брошюры, книги и т.д .;
- Документ для создания тиража, то есть любой публикации из газеты в фолио, подписанный и подготовленный к печати или печати. Он должен быть подписан в виде набора или печати в различных формах: машинописный; кодированный (на магнитном носителе); печатная копия, подготовленная для изготовления фотоформ или печатных форм фотомеханическими или другими средствами (см.рис.5).
Рис.5. Спусковой макет
При классификации оригиналов в полиграфии существует четыре основных критерия:
- полутоновый или строчный оригинал (примечание: строчные оригиналы включают все текстовые оригиналы);
- непрозрачный или прозрачный оригинал
- черно-белый или цветной;
- графический или текстовый оригинал.
Каждая оригинальная публикация в соответствии с этими критериями принадлежит к определенной группе. Наряду с этими основными чертами, оригиналы отличаются по способу их изготовления: рисунки, картины, фотографии, гравюры.
Печатный оригинал должен содержать все, что должно быть на отпечатке и быть единым целым - изображение, текст, метки и вспомогательные элементы, необходимые для его воспроизведения с помощью технологий печати.
Электронные изображения как оригиналы для печати. С внедрением компьютерных издательских систем в полиграфии особенно широко используются в качестве оригиналов электронные изображения, созданные в компьютерных системах (компьютерная графика), в цифровых камерах, записанных на CD-ROM, а также изображения, доступные через Интернет. Развитие цифровых технологий привело к тому, что фирмы, предлагающие архивы изображений, начали выпускать электронные формы своих каталогов. Сегодня использование цифровых каталогов при оформлении рекламных изображений стало массовым явлением. Разработка цифровых фотографий стала профессиональным инструментом для изготовления оригинальных электронных макетов.
Качество подготовки изобразительных оригиналов будет влиять на цветопробу.
Необходимость изготовления
спускового макета в полиграфии
Спусковой макет или по-другому спуск полос – это сложный технологический процесс, которые чаще всего выполняется в типографии за монитором компьютера. Когда формируется спусковой макет происходит размещение полос на монтажном листе, которая позволяет после фальцовки и резки получить правильное чередование основных страниц в тетрадях.
Спусковой макет необходим для изготовления печатной формы. При печати любого изделия будь то книга, брошюра, журнал и т.д, невозможно обойтись без печатной формы, так как от него зависит правильное расположение текста, изображения. Чтобы избежать путаницы в расположениях страниц, неправильного отображения текста, необходима подготовка.
При создании спускового макета, издание определяет емкость текстовой строки заданного формата. Для выбранных кеглев и гарнитур, определяют количество строк на формате. Так же определяют пропускную способность спусковой и концевой полосы. Обосновывают выбор и размер иллюстрации, противоречащей заданным высотам. В графическом окне определяют количества строк основного набора. В печатных листах для этого издания с учетом работоспособности после определения объема всего издания в полосах определяют количество бумаги, необходимое для печати тиража этого издания. Этот метод позволяет ускорить процесс изготовления печатной продукции и снизить ее стоимость путем создания прототипа публикации на этапе предварительного отбора и анализа различных параметров печати для выбора оптимального варианта производства.
Требования и технология изготовления спускового макета
Техника создания спускового макета может быть различной и зависит от многих факторов, в том числе от содержания и цели информационного сообщения, вкуса и навыков графического дизайнера, материалов и графических средств, которыми он располагает. В одном случае спусковой макет выполнен в технике графики, в другом - это фото или композиция шрифта. Очень часто макеты включают изображение, фотографию и текст.
В эпоху «предкомпьютеров» спусковой макет создавался вручную. Все компоненты такого макета были либо нарисованы дизайнером (в натуральную величину или в масштабе) на листе бумаги, либо наклеены на картонную подложку. В то же время он тщательно продумал, как расположить текст, графические материалы, фотографии, декоративные элементы и т. д. В результате получился так называемый наклеенный спусковой макет, лицевая сторона которого, в конце работы, был защищен «фартуками» из кальки или тонкой бумаги для защиты от загрязнения или повреждения. После этого модель была сфотографирована на негативной пленке, и с нее в качестве позитивного изображения была перенесена светочувствительная пластинка-форма, с которой был напечатан необходимый тираж.
В последнее время компьютерное прототипирование становится основным методом создания спусковых макетов. Их подготовка производится с использованием различных технических средств. Например, компьютерный монитор действует как своего рода планшет, а специальные инструменты-манипуляторы (мышь, цифровое перо), необходимые для управления «электронными инструментами» на экране, выступают в качестве средства исполнения и макета. Такая оригинальная компоновка существует в форме электронного изображения, записанного в памяти компьютера, которое можно воспроизвести на листе бумаги с помощью принтера или небольшого печатного оборудования. Благодаря современным технологиям графический дизайнер, как настоящий художник, может полностью сосредоточиться на творческой стороне вещей, поскольку всю грубую работу выполняет компьютер (см.рис.6).

Рис.6. Спусковой макет в типографии
В том случае, когда необходимо подготовить графику к печати, а не в электронном виде, важно соблюдать основной принцип: работа с реальными размерами. Например, если вам нужна визитная карточка размером 5x9 см, вам необходимо создать макет в соответствии с этими параметрами. Это правило простое, но очень важное. Если вам нужно создать файл именно этого формата. При разработке флаеров важно также учитывать их физические размеры в процессе производства. Параметры должны быть точно такими же, а не приблизительными.
Главное помнить, что на экране монитора измеряются пиксели, печатная продукция, будь то флаер, визитка, наклейка или буклет, указывается в миллиметрах и других стандартных единицах.
Работа со шрифтами в спусковом макете.
Различные операционные программы могут иметь определенные различия между собой, что, в свою очередь, может привести к ряду проблем, например, неправильному переносу слов.
Лучше не использовать горячие клавиши, когда вам нужно изменить шрифт (добавить курсив, подчеркнуть или выделить его жирным шрифтом), поскольку эта функция может выполняться по-разному, в зависимости от функций устройства вывода и степени разрешения. Чтобы избежать таких неприятностей, нужно использовать только оригинальные стили.
Особенности толщины линий в спусковом макете.
Различные программы имеют свои особенности, которые впоследствии влияют на толщину линий. Также этот параметр зависит от разрешения.
Как правило, рекомендуется устанавливать толщину линии 0,25 точки / пт (0,1 миллиметра). Они не должны быть тонкими в том случае, когда вы делаете многоцветные изображения. Минимальная требуемая толщина отрицательной линии составляет 0,5 точки / пт (0,2 мм).
Использование цветов: RGB или CMYK в спусковом макете.
Основным недостатком огромного количества макетов является то, что они разрабатываются и сохраняются в формате RGB. На самом деле, эта опция приемлема только для электронных гаджетов, таких как мониторы ПК, ноутбуки и так далее.
Что такое RGB и как он работает? Вот три источника света - красный (R), зеленый (G) и синий (B). Изменения соотношения их показателей яркости позволяют получать различные цвета. Например, максимальное значение (255) для этих трех источников является белым, в свою очередь, минимальное - черным, что подразумевает полное отсутствие света.
Эта схема характерна только для электроники, и нас сейчас интересуют бумага и производные материалы. Для печати используется совершенно другая система CMYK, в которую входят голубой (C), пурпурный (M), желтый (Y) и другие основные цвета (K). Последний обычно черный.
При создании макета в векторе рекомендуется использовать цветовую гамму, доступную для системы CMYK, поскольку существует риск получить излишне яркое изображение, которое не соответствует исходной версии, что выглядит не лучшим образом и кроме того, сохнет очень долго.
Также в процессе допечатной подготовки необходимо учитывать особенности цветового профиля конкретного печатного оборудования, после чего можно заранее угадать, как конкретное устройство распознает оттенки.
Особенности линий разреза в спусковом макете.
Здесь размер страницы должен строго соответствовать параметрам готового макета. Запасы должны проходить на 3-5 мм за линии обрезки. Надо быть осторожнее, если они расположены ближе, чем на 10 мм к нему, чтобы не «отрубить» кусок текста или другой важный элемент.
В случае, когда работают с клеевым переплетом, учитывайте влияние корешка на текст, проходящий через разворот. Как правило, на складе достаточно 6 + 6 мм. Также в этих продуктах нужно обращать внимание на то, как боковые размеры влияют на внутреннюю часть обложки. Это уменьшает площадь передней и задней страниц на 6 миллиметров со стороны, где расположен корешок. Очень важно, чтобы бумага была прочно приклеена. Для этого часть обложки с внутренней стороны не покрыта краской.
Использование тиснение фольгой и конгрев в спусковом макете.
Этот метод является наиболее популярным и выборочно наносится на оттиск металлического покрытия. Он акцентирует внимание, позволяет контрастировать ту часть изображения, которая имеет наибольшую ценность, помогая сосредоточиться на главном (см.рис.7).
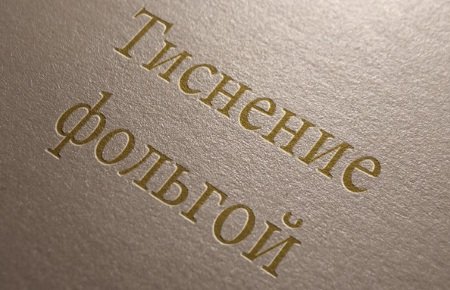
Рис.7. Тиснение фольгой
Материалы, которые должны быть покрыты фольгой, должны указывать область тиснения. Изображение передается в типографию отдельным файлом, или оно должно быть указано дополнительным цветом в том же макете.
Конгревные элементы должны быть не менее 0,15 мм, а расстояние между ними составляет 0,25 мм. В процессе изготовления трафаретов для тиснения всегда нужно консультироваться со специалистом (менеджером), чтобы понять сможете ли вы получить желаемый результат на материале, который планируете использовать (см.рис.8).

Рис.8. Конгрев
Использование высечки и вырубки в спусковом макете.
Картонная упаковка, различные рекламные конструкции, папки, карманные календари, этикетки, открытки, конверты и другая печатная продукция изготавливаются с использованием резки, которая используется для придания материалу уникальной формы. Контур вырезаемого материала должен быть обозначен красным, скошенный - зеленым, перфорация - желтым. Его следует отправить в типографию отдельным файлом или прикрепить к основному макету (см.рис.9).

Рис.9. Вырубка
Нанесение селективного УФ лака в спусковом макете.
Эта технология используется для получения трехмерного изображения, для придания дополнительного блеска покрытию и выделения основных элементов макета.
В материале для печати следует указать область применения лака. Он должен быть передан в типографию отдельным файлом или выделен дополнительным цветом.
Отлакируется, как правило, площадь не менее 0,5 мм, когда расстояние между фрагментами составляет 1 мм, а линии надреза и резки изготавливаемого продукта остаются открытыми, особенно в том случае, когда мы работаем с поверхность с ламинированной матовой пленкой. В области сгиба и среза лак отойдет (см.рис.10).
Рис.10. Нанесение УФ лака на обложку книги
Кашировка в спусковом макете.
Эта опция используется в ситуации, когда высокие требования к качеству макета сочетаются с высокой жесткостью и толщиной рекламной конструкции. Затем изображение печатается на офсетной машине и наклеивается на подготовленную подложку. Используя этот метод, изготавливаются такие изделия, как подарочная упаковка из ламинированного микрогофрокартона и POS-материалов. При переносе макета на печать необходимо учитывать запас в 25 мм по периметру по очереди (см.рис.11).

Рис.11. Каширование
Оверпринт в спусковом макете.
Для офсетной печати используйте четыре цвета краски - фиолетовый, желтый, синий и дополнительный черный. В процессе производства возникают различные ситуации. Например, нам нужно создать черный текст на розовом фоне. Для этого мы предварительно печатаем каждый из четырех цветов отдельно, на другой бумаге, которые затем объединяются. Таким образом, на одном листе будет размещен черный текст, а на другом - розовый фон. Может быть определенная ошибка в процессе их подключения, которой можно избежать, если вы работаете со шрифтами небольшого размера. В этой ситуации мы используем Overprint, что означает печать поверх комбинированных каналов. Тогда не будет пустых пробелов, потому что черный шрифт будет располагаться на розовом фоне. Кроме того, оттенки станут более насыщенными (см.рис.12).
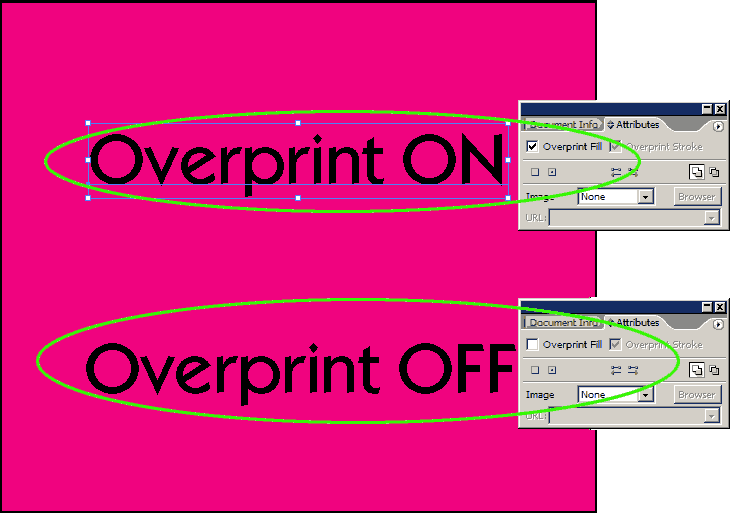
Рис.12. Overprint
Треппинг в спусковом макете.
Это альтернативный вариант грамотного сочетания цветов разных каналов, который позволяет легко накладывать один оттенок на другой. Если мы обратимся к предыдущей проблеме, здесь мы будем использовать едва заметный штрих рядом с буквами текста, который будет затенять область розового фона. Таким образом, вы можете минимизировать вероятность разрыва (см.рис.13).
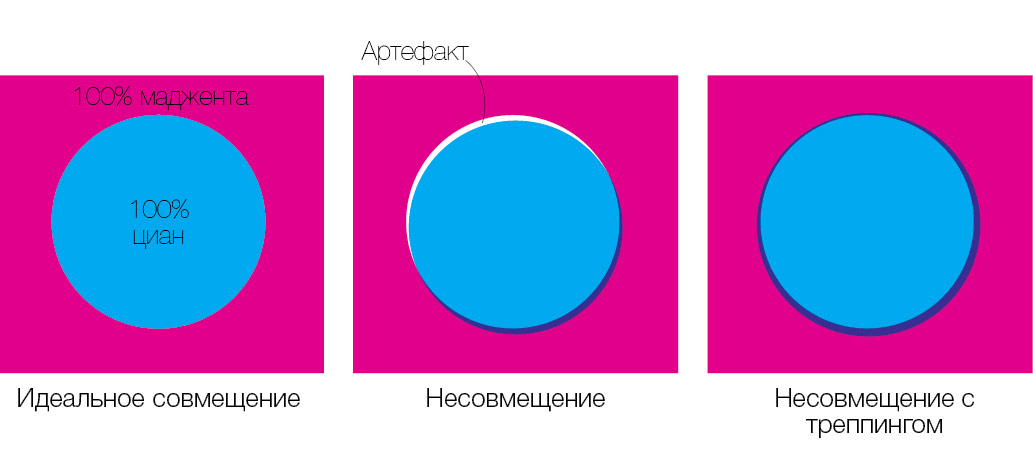
Рис.14. Треппинг
Форматы файлов для спускового макета.
Эксперты рекомендуют использовать закрытую форму (в PDF, EPS).
Если работать с открытой версией записи, следует тщательно следить за тем, чтобы все материалы в этом файле оставались с ней: шрифт, изображение и т. д. Такой подход сэкономит время и облегчит процесс допечатной подготовки.
Этапы изготовление спускового макета
Это очень длительный и трудоемкий процесс, состоящий из нескольких взаимосвязанных этапов.
На первом этапе верстки производства:
Формируется и утверждается полосу набора издания и дизайна: ширину полей, нижние колонтитулы, колонизацию, определяют шрифт, наличие межстрочного и межбуквенного интервала и другие точки. Следует отметить, что особенности выбранной и утвержденной страницы найма будут влиять на объем публикации в целом;
Передается весь первичный материал: текст (электронная или рукописная версия), изображения, таблицы, диаграммы и т. д.;
Установливают требования к оформлению обложки, а также к размещению и созданию иллюстраций.
На втором этапе, после того как черновой (основной) макет сформирован, он распечатывается и передается корректору, который проверяет текст на наличие ошибок (орфография, грамматика, повторы и т. д.). Одновременно они начинают работу по созданию эскизов для обложки, а также занимаются обработкой изображений. Иллюстратор начинает готовить чертежи.
На третьем этапе они утверждают готовую обложку и иллюстрации. Затем проверенные материалы передаются специалисту, который, в свою очередь, устанавливает их в файл макета.
На четвертом этапе обработанный весь текст, включая иллюстрации и контент, распечатывается и передается для повторной проверки вместе с результатами первой корректировки для правильной оценки внесенных изменений. Дополнительно контролируйте добавленные изображения, подписи к ним, оглавление и нумерацию страниц.
На пятом этапе готовый макет материала и макет обложки передаются заказчику, чтобы он одобрил его или выпустил свои комментарии. Затем текст подлежит окончательной корректуре. Макет и обложка записивают в виде спусковой макет (в формате PDF) и передают на печать. На этом допечатная подготовка завершена.
Если вы пропустите такой важный этап в создании продукта и перенесете непроверенный макет в производство, то вы рискуете обнаружить огромное количество ошибок, поскольку любые дефекты, ошибки и неточности в цвете и многое другое будут напрямую влиять на готовый продукт во время печати.
Есть несколько распространенных ошибок:
Используйте объекты OLE, другими словами, элементы, вставленные с помощью буфера обмена, такие как электронные таблицы Excel, диаграммы Word или изображения Photoshop. Использование данного метода при составлении файла запрещено. Через буфер обмена вы можете вставить только текст, который находится в режиме набора номера. Если использовались OLE-объекты, то материал отправляется на доработку, или типография не гарантирует качественную и правильную печать в процессе изготовления тиража.
Сверхвысокое разрешение (более 300 точек на дюйм). Среди некоторых дизайнеров широко распространено мнение, что хорошее качество печати зависит от того, насколько высоко разрешение растровой графики, в то время как это значительно увеличивает время печати продукта. Кроме того, если этот показатель превышает емкость печатающего устройства, вы рискуете потерять мелкие детали, и, соответственно, качество снизится.
Отсутствие дозаливов является одной из самых распространенных ошибок. Если документ имеет широкие внутренние поля или вы использовали векторную графику, то эту проблему легко решить с помощью метода масштабирования. Ситуация усложняется, если состав публикации нарушается по мере увеличения макета. В этом случае необходимо провести повторное согласование с клиентом, и макет отправляется для исправления выявленных ошибок, или типография предоставляет допечатную подготовку за дополнительную плату.
Превышение общего лимита краски в 300%. Здесь речь идет об общем проценте пигментов, которые используются в определенный момент на изображении. Утилиты Adobe Photoshop, Indesign, Acrobat имеют наиболее удобный способ управления, также эта функция есть в специализированных программах, с помощью которых они осуществляют допечатную подготовку. Уменьшение количества чернил влечет за собой уменьшение тонального диапазона изображения, а увеличение этого параметра, в свою очередь, может привести к загрязнению листа, особенно при использовании бумаги или картона высокой плотности. Зачастую дизайнеры склонны превышать максимальное количество краски. Но если цифровая печать позволяет это, то в смещении этот параметр составляет 300% или ниже (260%), в зависимости от характеристик бумаги и ее плотности. Как правило, сумма цветов в растровой графике превышена из-за неправильного профиля для преобразования RGB в CMYK.
Используйте эффекты. Инструменты, регулирующие прозрачность, необходимо преобразовать в растровые, в частности это касается программы CorelDraw.
Использование как растровых, так и векторных RGB-объектов. Основными источниками RGB в векторной графике являются офисные пакеты, которые соответствуют исключительно этой цветовой модели, и преобразование форматов издательских программ, обычно из Illustrator в CorelDraw.
Используя профили ICC. При сохранении изображений в макете этих инструментов следует избегать, поскольку они влекут за собой искажение цвета. Это относится к обычным профилям, доступным в различных программах обработки изображений, а не к тем, которые используются в типографии. Если в макет было включено какое-либо изображение, которое не соответствует определенному процессу печати, его следует перенести в Photoshop, не отмечая его реализацию.
Отсутствие обрезанных полей является наиболее распространенной ошибкой. Причина кроется в незнании особенностей процесса. Если на полосе рядом с режущей кромкой нет предметов, материал может быть подвергнут прототипированию и получен размер нетто. Важно учитывать тот факт, что расстояние от основных элементов образца (например, контактная информация, логотип и т. д.) До линии разреза должно составлять не менее 3 миллиметров. В противном случае может случиться так, что вы получите продукт, по краю которого пройдет тонкая полоска. Это происходит, если готовый продукт (листовки, буклеты) разрезается на ножке, что совершенно невозможно составить - всегда будет несколько листов, которые будут перемещаться относительно друг друга в разных направлениях. И в этом случае даже небольшая погрешность в 0,5 мм будет заметна, что испортит внешний вид продукта в целом.
Таким образом, мы были убеждены, что процесс допечатной подготовки является очень важной процедурой, которую необходимо выполнять компетентно, чтобы получить результат, который наилучшим образом соответствует запланированному образцу.
Глава 2. ПОСТРОЕНИЯ СПУСКА ПОЛОС
Создание спусков полос (монтажных спусков) завершает предпечатную подготовку макета и представляет собой процесс верстки макета страниц с добавлением служебной информации в печатную форму. Раскладка спуска полос зависят от формата листа бумаги и формата публикации, типа склеивания и количества фальцев (сгибов), типа печатного станка и других факторов.
Печать происходит на бумажных листах, форматы которых определяются ГОСТ. Для листовых машин распространенными размерами являются 60 × 84, 60 × 90, 70 × 90, 75 × 90, 70 × 100, 70 × 108, 84 × 108 см, а для рулонных машин размер определяется шириной рулона и размер рубки в автомате.
Для визитной карточки спуск полос - это размножение макета в масштабе 1:1 и в количестве, которое помещается на листе типографской бумаги. Если визитка односторонняя, спуск полос по обороту не производится, если он двусторонний, то вторая сторона визитки будет на обратной стороне страницы (см.рис.15).

Рис.15. Спуск полос двухсторонней визитной карточки
Другие схемы используются для создания спусков многостраничных публикаций. После выбора формата листа бумаги на каждой стороне (печатный лист) размещается несколько страниц публикации. Полосы смонтированы на печатной форме, так что после складывания и резки печатного листа получается блокнот с правильной последовательностью полос. Если в тетради четыре страницы, то один сгиб, если восемь - два, шестнадцать - три и т.д.
Основные термины, связанные со спуском (см. рис. 16). Из этого становится ясно, что для многополосных изданий общее количество страниц должно быть кратным четырем (в противном случае пропущенные по кратности страницы будут пустыми в печатном издании).

Рис.16. Спуск полос на примере 8-полосного спуска
Разберем очень распространенную схему печати книг - 8-полосный спуск 16-страничной тетради.
На одной стороне бумажного листа, печатном листе (лице), размещаются восемь полос издания, а на второй стороне, печатном листе (обороте), — соседние по номеру восемь страниц, которые образуют с ними доли листа (так, полоса 2 располагается с оборота полосы 1, а полоса 7 — с задней стороны полосы 8).
После печати лист бумаги фальцуют три раза так, чтобы страницы следовали друг за другом, разрезается на два фальца из трех (фальц в распечатанном развороте не обрезается) и получали тетрадь на 16 страниц. Таким же образом создаются следующие 16 страниц и так далее до полной распечатки публикации.
2.1. Схемы спусковых полос
Операция спуска в печатной машине выполняется допечатной подготовкой. В условиях современной всеобщей компьютеризации стало возможным осуществить процесс верстки в кратчайшие сроки. Существуют стандартные схемы спуска полос, которые чаще всего используют в типографии:
Первый пример стандартного спуска - Спуск No 1(см.рис.17).
Рис.17. Журналы, книги, брошюры.
Бесшвейное скрепление (ПОНИ), тетради по 8 полос
- Формат данного спуска: А2 (варианты - A3, специальный)
- Точный обрезной формат издания: A4 (варианты - А5, специальный)
- Ориентация полос: "голова к голове" (варианты - "голова к ногам", "ноги к ногам")
- Расстояние "в корешке": 3 + 3 = 6 мм (возможны варианты)
- Расстояние "между разворотами": 5 + 5 = 10 мм (возможны варианты)
- Неполная тетрадь (если есть): последняя (варианты - первая, предпоследняя)
- Спуск на обложку (если есть): "со своим оборотом" (вариант - "с чужим оборотом")
- Толщина корешка обложки (если есть): указывается в мм
Второй пример стандартного спуска - Спуск No 2(см.рис.18).
Рис.18. Журналы, книги, брошюры. Бесшвейное скрепление (ПОНИ), тетради по 8 полос, по 2 двухсгибные тетради на формате (для мелованной бумаги 90-150 гр.)
- Формат спуска: А2 (варианты - A3, специальный)
- Точный обрезной формат издания: A5 (варианты - А6, специальный)
- Ориентация полос: "голова к голове" (варианты - "голова к ногам", "ноги к ногам")
- Расстояние "в корешке": 3 + 3 = 6 мм (возможны варианты)
- Расстояние "между разворотами": 5 + 5 = 10 мм (возможны варианты)
- Неполная тетрадь (если есть): последняя (варианты - первая, предпоследняя)
- Спуск на обложку (если есть): "со своим оборотом" (вариант - "с чужим оборотом")
- Толщина корешка обложки (если есть): указывается в мм
Третьей пример стандартного спуска - Спуск No 3(см.рис.19).
Рис.19. Журналы, брошюры. Скрепление скобой (ВШРА), тетради по 8 полос, по 2 двухсгибные тетради на формате (для мелованной бумаги 90-150 гр.)
- Формат спуска: А2 (варианты - A3, специальный)
- Точный обрезной формат издания: A5 (варианты - А6, специальный)
- Ориентация полос: "голова к голове" (варианты - "голова к ногам", "ноги к ногам")
- Расстояние "между разворотами": 5 + 5 = 10 мм (возможны варианты)
- Неполная тетрадь (если есть): последняя (варианты - первая, предпоследняя)
- Спуск на обложку (если есть): "со своим оборотом" (вариант - "с чужим оборотом")
Четвертый пример стандартного спуска - Спуск No 4(см.рис.20).
Рис.20. Буклет (2 фальца), спуск со "своим оборотом"
- Формат спуска: А2 (варианты - A3, специальный)
- Точный обрезной формат издания: A4 (варианты - А5, специальный)
- Ориентация полос: "голова к голове" (варианты - "голова к ногам", "ноги к ногам")
- Расстояние "между полосами": 5 + 5 = 10 мм (возможны варианты)
Пятый пример стандартного спуска - Спуск No 5(см.рис.21).
Рис.21.Листовка, спуск "со своим оборотом"
- Формат спуска: А2 (варианты - A3, специальный)
- Точный обрезной формат издания: A4 (варианты - А5, специальный)
- Ориентация полос: "голова к голове" (варианты - "голова к ногам", "ноги к ногам")
- Расстояние "между полосами": 5 + 5 = 10 мм (возможны варианты)
Шестой пример стандартного спуска - Спуск No 6(см.рис.22).
Рис.22. 2 вида буклетов (2 фальца), спуск "со своим оборотом"
- Формат спуска: А2 (варианты - A3, специальный)
- Точный обрезной формат издания: A4 (варианты - А5, специальный)
- Ориентация полос: "голова к голове" (варианты - "голова к ногам", "ноги к ногам")
- Расстояние "между полосами": 5 + 5 = 10 мм (возможны варианты)
Седьмой пример стандартного спуска - Спуск No 7(см.рис.23).
Рис.23. Журналы, брошюры, буклеты.
Скрепление скобой (ВШРА), тетради по 8 полос
- Формат спуска: А2 (варианты - A3, специальный)
- Точный обрезной формат издания: A4 (варианты - А5, специальный)
- Ориентация полос: "голова к голове" (варианты - "голова к ногам", "ноги к ногам")
- Расстояние "между разворотами": 5 + 5 = 10 мм (возможны варианты)
- Неполная тетрадь (если есть): последняя (варианты - первая, предпоследняя)
- Спуск на обложку (если есть): "со своим оборотом" (вариант - "с чужим оборотом")
2.2. Применение форматов ISO для изготовления спусковых макетов
В системе размеров бумаги ISO каждый лист бумаги имеет ширину, равную результату деления его длины на квадратный корень из двух (1: 1.4142). Это соотношение идеально описывает размеры бумаги. Если мы положим два листа бумаги, сложим их один за другим по длине или разделим лист на две равные части, соотношение ширины к длине останется неизменным.
Размеры ISO основаны на измерительной системе. Квадратный корень из двух не допускает произвольного изменения длины и ширины страницы. Поэтому размер страницы также точен. А поскольку плотность бумаги измеряется в г/м2, это позволяет рассчитать массу документа с высокой точностью, если известны формат и количество страниц.
Стандарт ISO 216 описывает размеры бумаги серии A следующим образом:
- Длина листа любого формата определяется на основе ширины, умноженной на квадратный корень из двух (1.4142)
- Размер листа A0 составляет 1 м2
- Формат А1 получается путем разрезания формата А0 на две равные части, поэтому длина А1 равна ширине А0, а ширина равна половине длины А0.
- Все последующие форматы серии A являются результатом разрезания на две равные части большого листа бумаги вдоль линии, параллельной более короткому краю.
- Стандартные длины и ширины бумаги всех размеров измеряются в миллиметрах.
- Для случаев, когда серия A ISO не имеет подходящего формата, были предложены форматы серии B, чтобы расширить диапазон различных форматов бумаги. Форматы серии C описывают конверты.
Формат серии B - это среднее геометрическое между форматами An и A (n + 1). Например, формат B1 - это среднее геометрическое значение между A1 и A0, которое позволяет получить точные соотношения как между форматами A1 и B1, так и между форматами B1 и A0.
Как и выше, формат серии C - это среднее геометрическое между форматами A и B серии с одинаковым номером. Например, письмо на бумаге формата А4 идеально помещается в конверт в формате C4. Аналогично, формат A5 вписывается в формат конверта C5.
На картинке ниже указаны ширина и длина всех серий ISO A, B и C. Единица измерения – миллиметры (см.рис.24).

Рис.24. Описание форматов
Допустимое отклонение составляет ± 1,5 мм для значений до 150 мм, ± 2 мм для значений от 150 мм до 600 мм и ± 3 мм для значений, превышающих 600 мм. В некоторых странах, использующих ISO 216, допуск намного меньше.
Пример использования:
Система ISO включает в себя широкий спектр форматов, но не все из них широко используются на практике. Среди всех форматов А4 является наиболее важным форматом в повседневной работе в офисе. (см.рис.25).
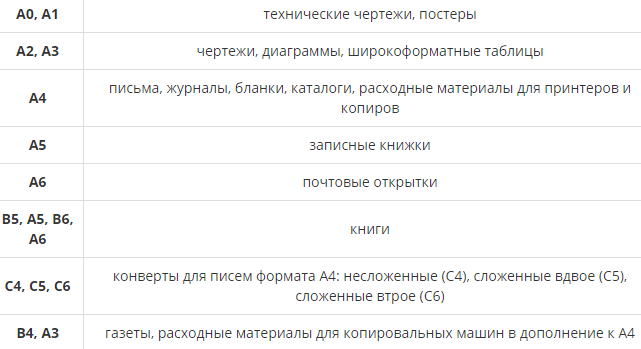
Рис.25. Основные цели применения различных форматов
Дополнительная информация
Хотя система ISO имеет ширину и длину, стандартизированную и указанную в миллиметрах, размеры бумаги также можно рассчитать по следующим формулам (см.рис.26).
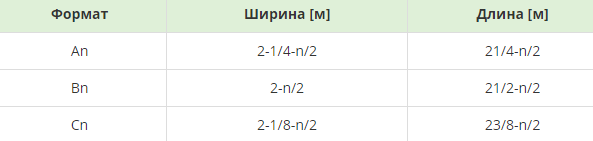
Рис.26. Формулы для расчета
Иногда для этикеток, билетов и других целей требуются специальные размеры бумаги. Они могут быть получены путем разрезания стандартных форматов на 3, 4 или 8 равных частей вдоль линии, параллельной короткой стороне (ширине), так что соотношение между длиной и шириной больше, чем квадратный корень из двух (см.рис.27).

Рис.27. Особые форматы
ISO 838 предназначен для подшивки, листы с двумя отверстиями диаметром 6 ± 0,5 мм можно сшивать в папки.
Центры отверстий находятся на расстоянии 80 ± 0,5 мм друг от друга и на расстоянии 12 ± 1 мм от края страницы.
Отверстия расположены симметрично относительно оси листа.
ISO 623 описывает размеры папок для хранения листов формата А4.
Размеры, определенные для папок в сложенном виде:
Обычные папки без заднего размера 220 х 315 мм.
Папки с короткой задней стороной (менее 25 мм) - с зажимом или без него - имеют размер 240 х 320 мм.
Папки с широкой задней стороной (более 25 мм) - 250 х 320 мм (без зажима) или 290 х 320 мм (с зажимом).
Все данные размеры являются максимальными. Стандартные размеры папок позволяют оптимизировать пространство на полках и создать аккуратный вид, даже если папки сделаны из разных материалов.
Размер конверта ISO DL составляет 110 x 220 мм, а деловые письма формата А4 (сложенные так, чтобы они соответствовали 1/3 формата А4) идеально вписываются в этот конверт.
Формат 1/3 A4 (99 x 210 мм) также зарезервирован для коротких буквенных заголовков, содержащих сообщение в одном предложении.
ISO 7810 используется для удостоверений личности и имеет три стандартных формата:
ID-1 = 85,60 х 53,98 мм (= 3,370 х 2,125 дюйма),
ID-2 = 105 х 74 мм (= A7),
ID-3 = 125 х 88 мм (= B7).
Кроме того, ID-1 является форматом для банковских карт (толщиной 0,76 мм), а также широко используется для визитных карточек и водительских прав.
Система размеров бумаги ISO была впервые предложена немецкой организацией по стандартизации DIN около 1920 года для расширения диапазона форматов бумаги с целью сделать хранение бумаги и использовать ее дешевле и эффективнее. Эта система стала международным стандартом (ISO 216) в 1975 году и до сих пор используется во многих странах.
ЗАКЛЮЧЕНИЕ
При изучении основных понятий и определений характеризующие спусковой макет. Я определил основные критерии допечатной подготовки, которые являются основным компонентом для создания спускового макета. Допечатная подготовка, которая иначе называется препресс, считается одним из наиболее важных этапов в процессе создания высококачественной полиграфической продукции. Со вкусом выполненный дизайн и грамотный дизайн не могут обеспечить хорошего результата без правильной обработки материалов для печати. Чтобы создавать полиграфическую продукцию любого уровня сложности, важно понимать основные принципы технологического процесса подготовки макета к выпуску в обращение. Эта процедура позволяет избавиться от существенных ошибок и, следовательно, экономит время и материальные ресурсы.
Предпечатная подготовка предназначена для понимания того, насколько макет соответствует технологическим требованиям и соответствует установленному качеству, исходя из материалов изделия, а также планируемого объема тиража. Иногда заказчик выдвигает свои индивидуальные условия, которые необходимо учитывать в процессе работы.
Часто бывает необходимо привязать макет к требованиям конкретной типографии, которая будет напечатана.
Перед тем, как передать готовый продукт для выпуска в обращение, обязательно тщательно проверьте его на наличие ошибок, поскольку малейшие недостатки, сделанные невнимательностью, могут повлечь неприятные последствия в виде материальных потерь.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Учебные литература
- Клещев О. И. Типографика: учебное пособие. Архитектон, 2016. – 172 с.– То же [Электронный ресурс]. – URL:http://biblioclub.ru
- Мильчин А.Э. Формат бумаги./Издательский словарь-справочник: [электрон. изд.] / А. Э. Мильчин. — 3-е изд., испр. и доп. — М.: ОЛМА-Пресс, 2006.
- Покрыщенко В. Ф., Кравченко Е. И. Справочник рабочего плазовщика / В.Ф. Покрыщенко — Ленинград: Судпромгиз, 1961 —350 с.
- Дизайн. Иллюстрированный словарь-справочник / Г. Б. Минервин, В. Т Шимко, А. В. Ефимов и другие: под общей редакцией Г. Б. Минервина и В. Т. Шимко. – М.: Архитектура-С, 2004. – 288 с. (читальный зал МФПУ «Университет» на Семёновской)
Научная литература
- Клещев, О. И. Основы производственного мастерства: художественно-техническое редактирование: учебное пособие. – Екатеринбург: Архитектон, 2015. – 107 с. – То же [Электронный ресурс]. – URL:http://biblioclub.ru
- Клещев О. И. Технологии полиграфии: учебное пособие. – Екатеринбург: Архитектон, 2015. – 108 с.– То же [Электронный ресурс]. – URL:http://biblioclub.ru
- Кравчук, В. П. Типографика и художественно-техническое редактирование: учебное наглядное пособие. – Изд-во: КемГУКИ, 2015. – То же [Электронный ресурс]. – URL:http://biblioclub.ru
- Тарасова, О. П. Организация проектной деятельности дизайнера: учебное пособие // Издательство: ОГУ, 2013. – То же [Электронный ресурс]. – URL:http://biblioclub.ru
Матвеева Р.В. Монтаж печатной формы: учебное пособие. –Изд-во: Москва, 2016, - 46 с. То же [Электронный ресурс]. – https://studfiles.net/preview/2039351/page:4/ схемы спуска полос
Электронные ресурсы
- Дмитров К.Ю. Спуск полос. [Электронный ресурс] // Brand типография, 2019 URL: https://moscowbrand.ru/vse-pro-poligrafiyu/spusk-polos (дата обращения 01.04.2019)
- Алексеев В.А. Допечатная подготовка. [Электронный ресурс] // Джоханс типография, 2018 URL: http://www.johannes-gutenberg.ru/spusk_polos/ (дата обращения 04.04.2019)
- Новиков И.В. Препресс для всех. [Электронный ресурс] //Студенческая литература, 2015 URL: https://prepressforall.tumblr.com/ (дата обращения 30.03.2019)
- Артемьев К.И. Спуск полос. [Электронный ресурс] // Типография «Выражайтесь печатно», 2009 URL: http://www.printoffice.ru/port/imposition/
- Карпов. Д.С. Форматы ISO. [Электронный ресурс] // Студенческая литература, 2017 URL: https://www.polygraphcity.ru/standarty-razmera-bumagi-iso.html
Антиплагиат

- Карьера государственного служащего: технологии планирования и управления (ТЕОРЕТИЧЕСКИЕ ОСНОВЫ УПРАВЛЕНИЯ ДЕЛОВОЙ КАРЬЕРОЙ ПЕРСОНАЛА В ГОСУДАРСТВЕННЫХ ОРГАНАХ УПРАВЛЕНИЯ)
- Анализ денежных средств предприятия (Особенности учета денежных средств)
- Менеджмент как организационно-целевое управление (Характеристика менеджмента с позиции организационно-целевого управления)
- Менеджмент как организационно-целевое управление (Общая характеристика менеджмента как организационно-целевого управления)
- Оценка эффективности управления предприятием (Содержание и технология менеджмента)
- Менеджмент человеческих ресурсов.(Понятие управления человеческими ресурсами и эволюция их развития )
- Построение организационных структур. (Сущность понятия организационной структуры)
- Основные функции в системе менеджмента. (Понятие функций менеджмента и системы менеджмента)
- Формирование компетентностного портрета современного менеджера (КОМПЕТЕНЦИИ СОВРЕМЕННЫХ МЕНЕДЖЕРОВ)
- Функции операционных систем персональных компьютеров (Операционные системы семейства Mac OS)
- Учет лизинговых операций (Основные расчеты и учет лизинговых операций)
- Шрифт в рекламе. Фирменный стиль и рекламное объявление советской эпохи